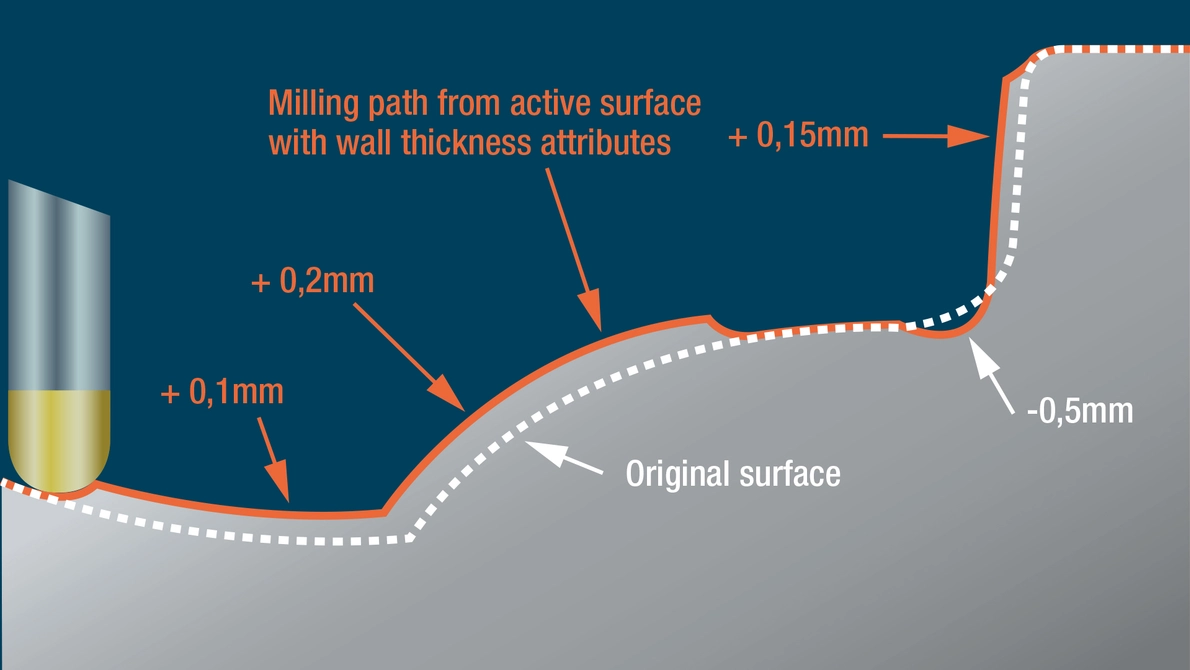
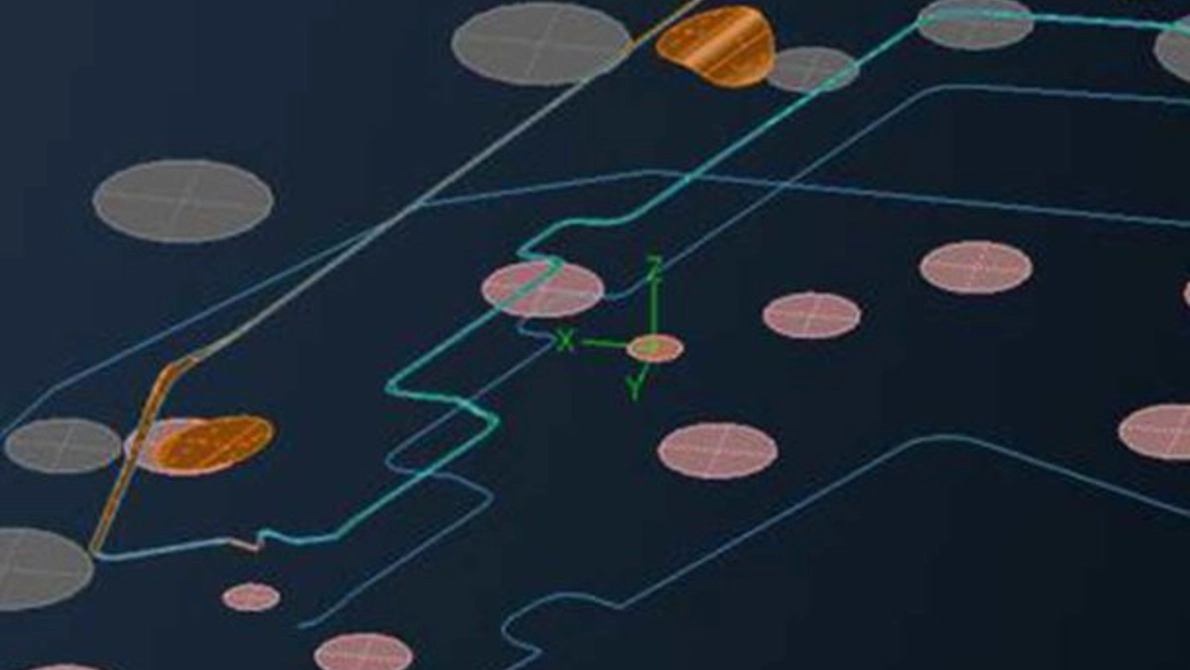
普通方法 强压(正余量)和空开(负余量)的设计不是为了满足确切的规格,而是根据NC加工在模具表面上进行铣削的余量而定的。 铣削结果(红色曲面)与CAD模型(虚线表面)不吻合。
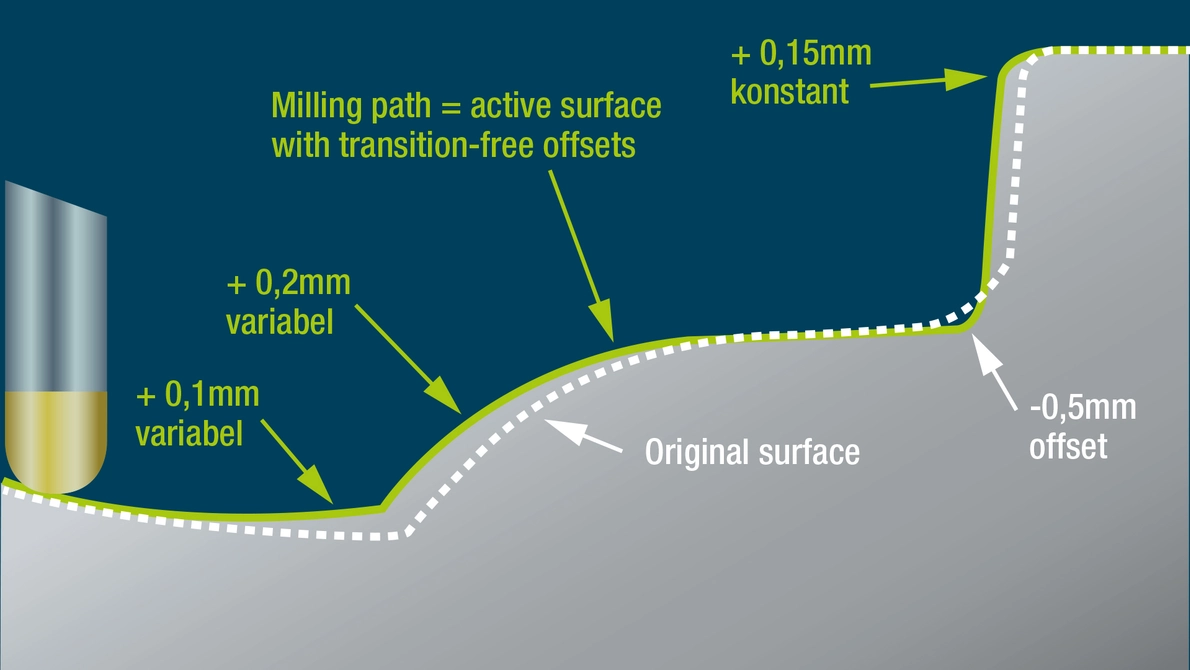
Tebis方法: 强压面(正余量)和空开(负余量)经过精确设计,并在CAD设计中生成过渡区域(绿色曲面)。

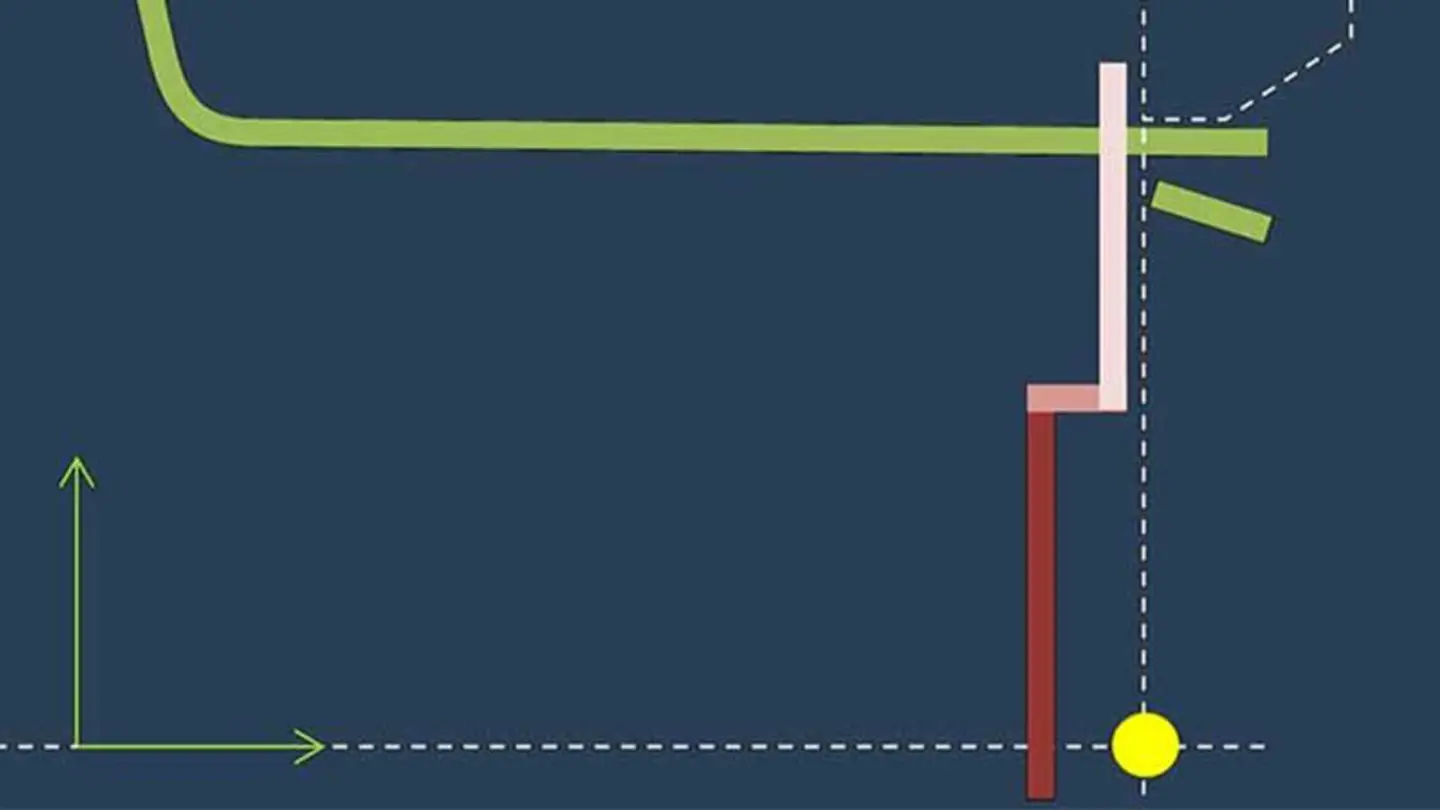
铣削加工的模具曲面中出现可视台阶边缘

充分研磨后产生的结果

模具曲面无台阶状余料,无需手工研磨

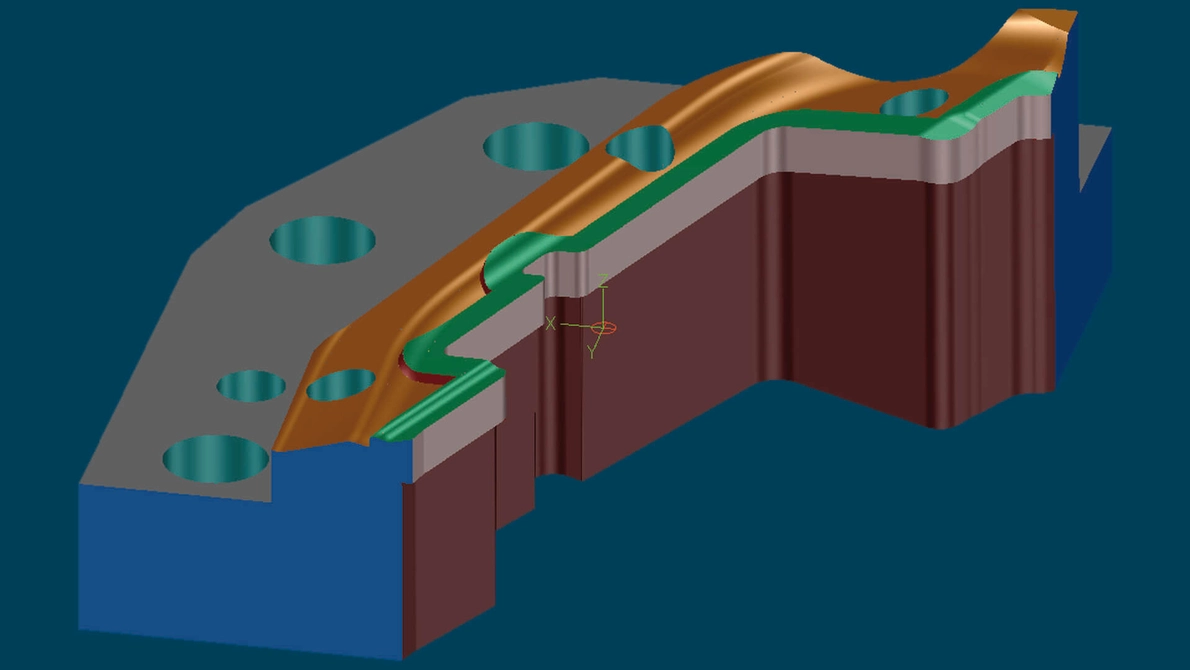
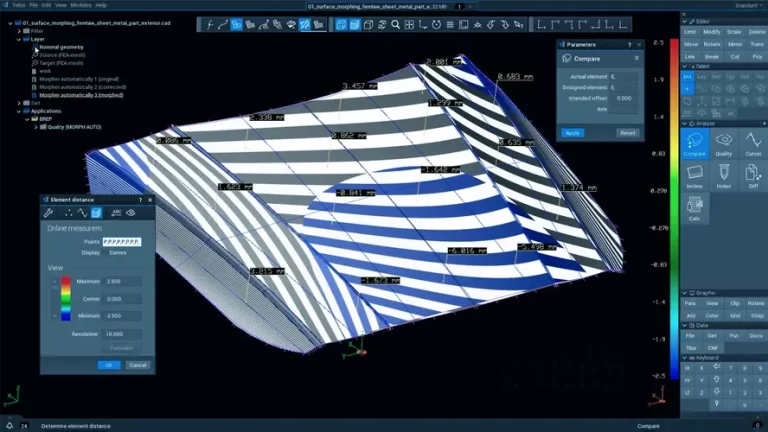
前后的差异通过对比功能变得可见,可由用户测量这种差异。
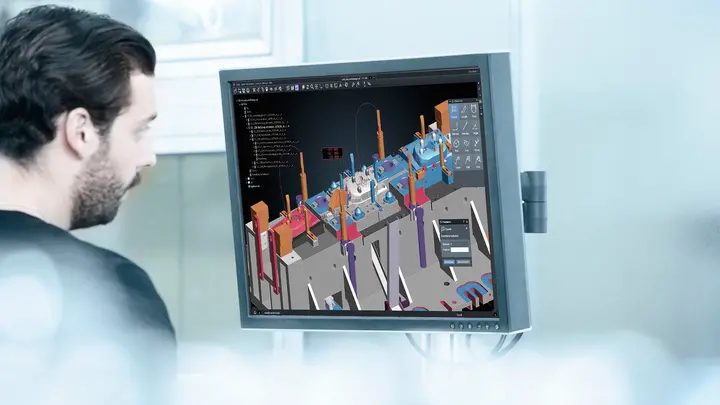
在压机上,板料(绿色)通过下模刀块进行修边。
高度自动化的Tebis小工件过程采用实体设计和模面设计提供的规范使用户能够轻松地生成精确、充分设计的修边刀块。
销孔和固定孔必须先闭合,以便在机床上加工修边刀块。 Tebis自动创建覆盖表面。

模具在原始状态发生下弯,结果是中心区域离压机的间隙比外部区域周围要小。
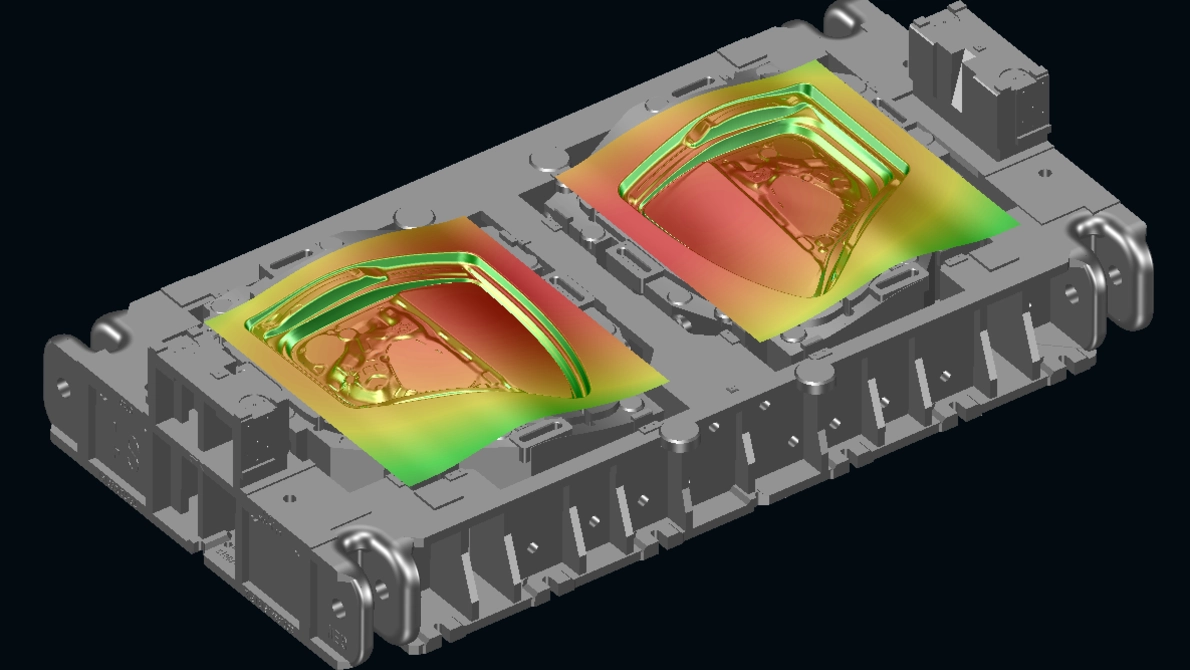
压机变形补偿后,所有曲面都已尽可能少地改变。 在模具中部补偿最大,计算出最大偏移。








































")


即使过程中仅忽略了一个压力区域,修复成本也要高达10,000欧元。例如,现今我们安装的门模具以前必须直接在压机上返工,需要大约160小时的时间。
Roland Schöbel, 沃尔夫斯堡生产负责人,大众汽车公司