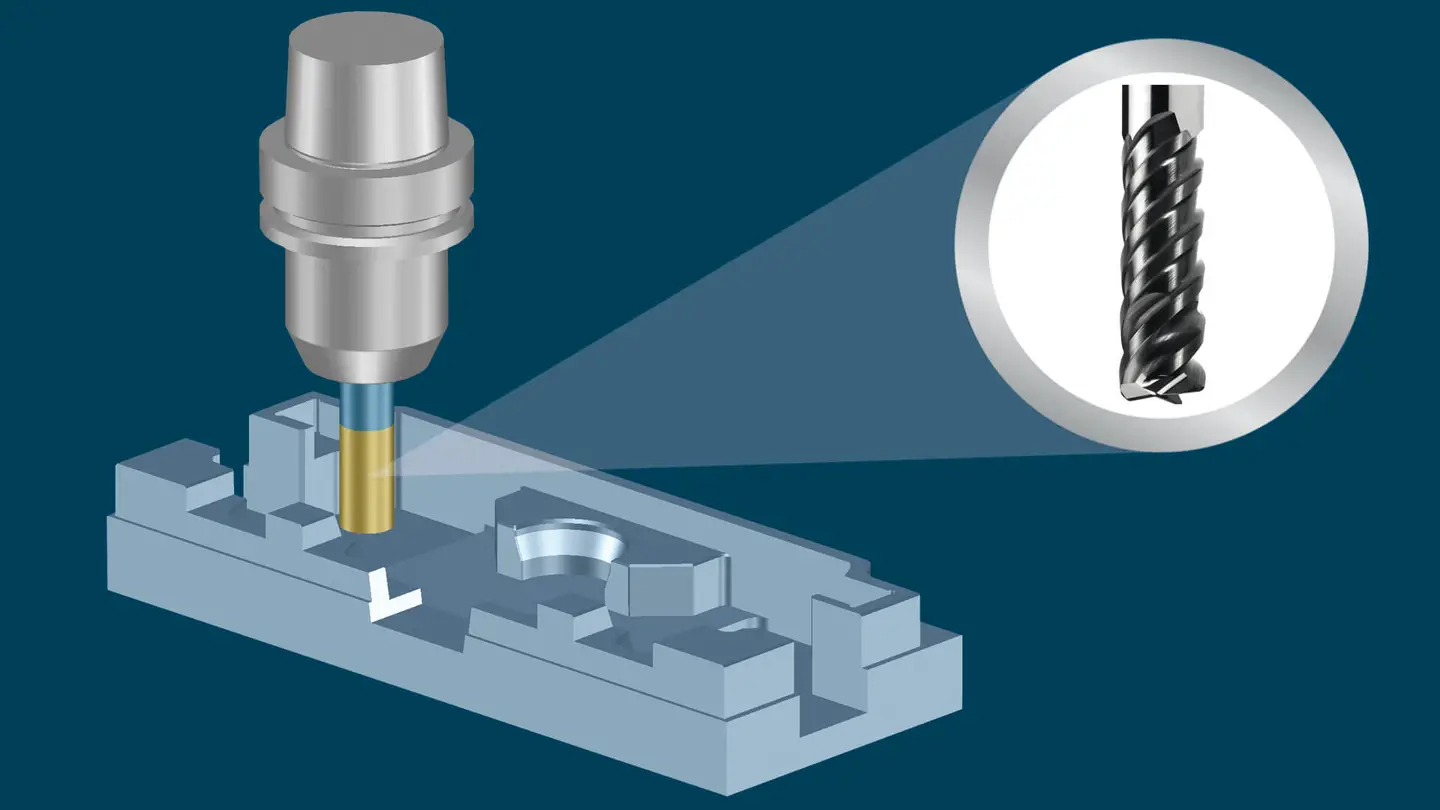
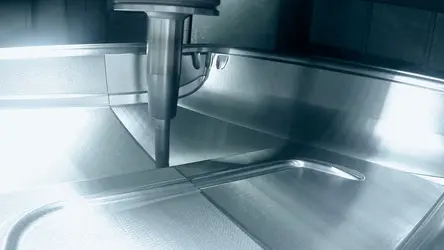
使用HPC铣削机高效粗加工
高性能切削(HPC)实现最高材料去除率
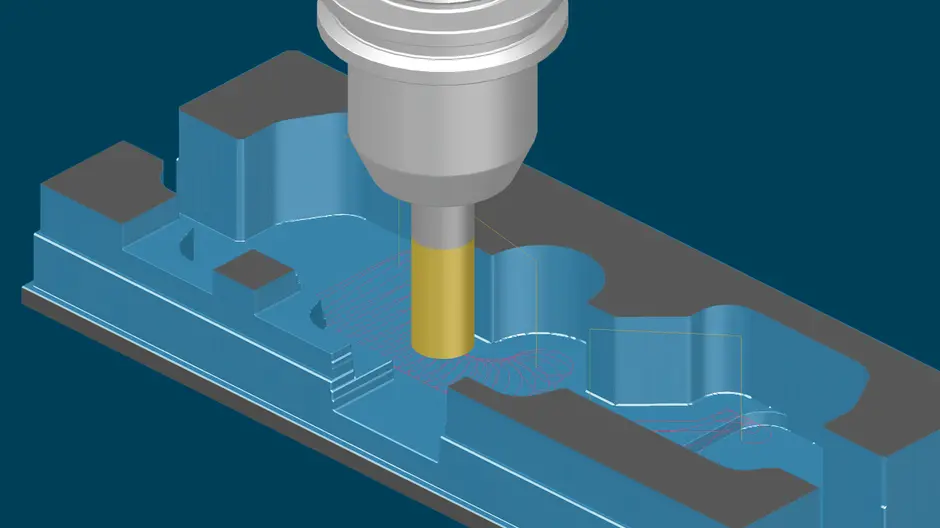
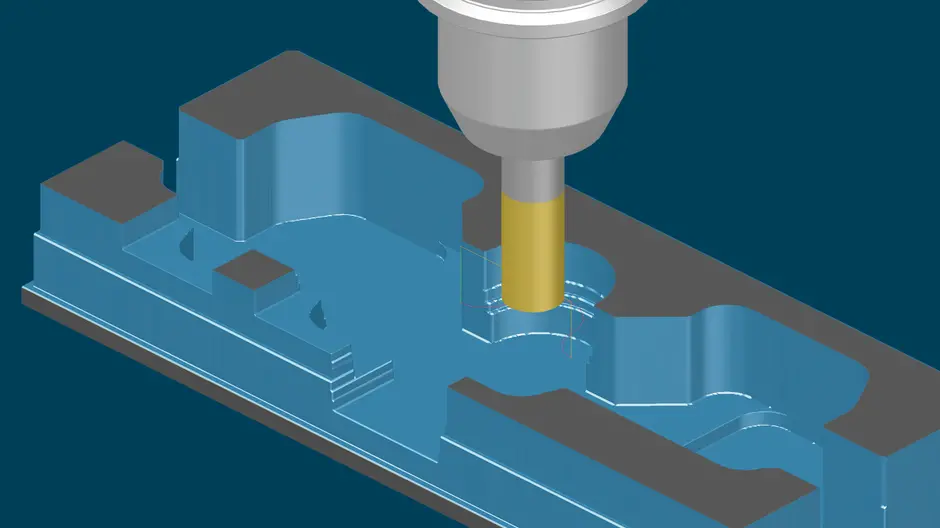
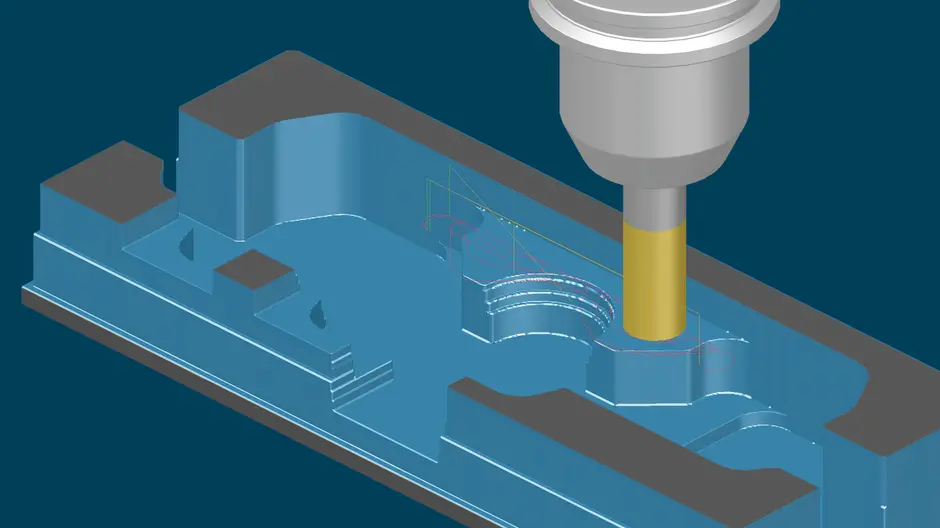
每一粗加工操作的目标是在最短的时间内去除尽可能多的材料。这是对刀具进行的一次压力极大的测试,最终通常会全面接触。因此,Tebis使用针对满刀操作以及满刀避让的选项。在满刀操作中,进给率自动降低或者对满刀区域以摆线方式进行加工。在满刀避让中,刀路布局自动适应几何体,不会造成满刀切削加工。
满刀避让功能用于自适应粗加工。这才是真正重要的地方:与传统的粗加工方法相比,使用切削深度极 大的特殊HPC刀具进行自 适应刀具进行自适应粗加工可以节省60%以上的时间。针对HPC铣削的自适应粗加工战略尤其适用于带有很多深腔的零件。硬质材料也可采用这种方法轻松加工。












































")

