
Turn-milling: High-class machine = high-class result?

Digital twins provide technically correct and collision-checked NC data
So-called multi-channel lathes or turning-milling machines have been gaining in popularity for several years. These high-class machines also promise advantages in terms of small series and single-part manufacturing and stand for premium results. In fact, although the idea of putting a Ferrari like this in production is appealing to many companies, it is also associated with uncertainty. The question in the foreground is whether a complex machine like this may also necessitate equally complex handling?
I am familiar with these considerations from talking with users, and have often observed the following phenomenon: However, this uncertainty quickly disappears as soon as we demonstrate an actual machining example on a multi-channel machine. The "aha" effect is usually accompanied by great surprise: Control and machining actually work at the touch of a button!
However, as a product manager, I also understand the role played by the interaction with the best CAM system. If the right decision is made here, the applications will run smoothly on the machine in the future and advance planning is also simple and efficient.

In all cases, it is a good basis for decision-making to first briefly learn about the approach of multi-channel technology and the function of the virtual shop.
Some time ago, I spoke with trade journal NC-Fertigung about the benefits and potential applications of multi-channel machines. My colleague Jakub Dittmar explains the principle of the virtual workshop in a presentation at the VDWF "Theme Days."Three easily-digested considerations that will give you better certainty in this subject at a glance:
So what is the attraction of the multi-channel machine, and what exactly does it mean?
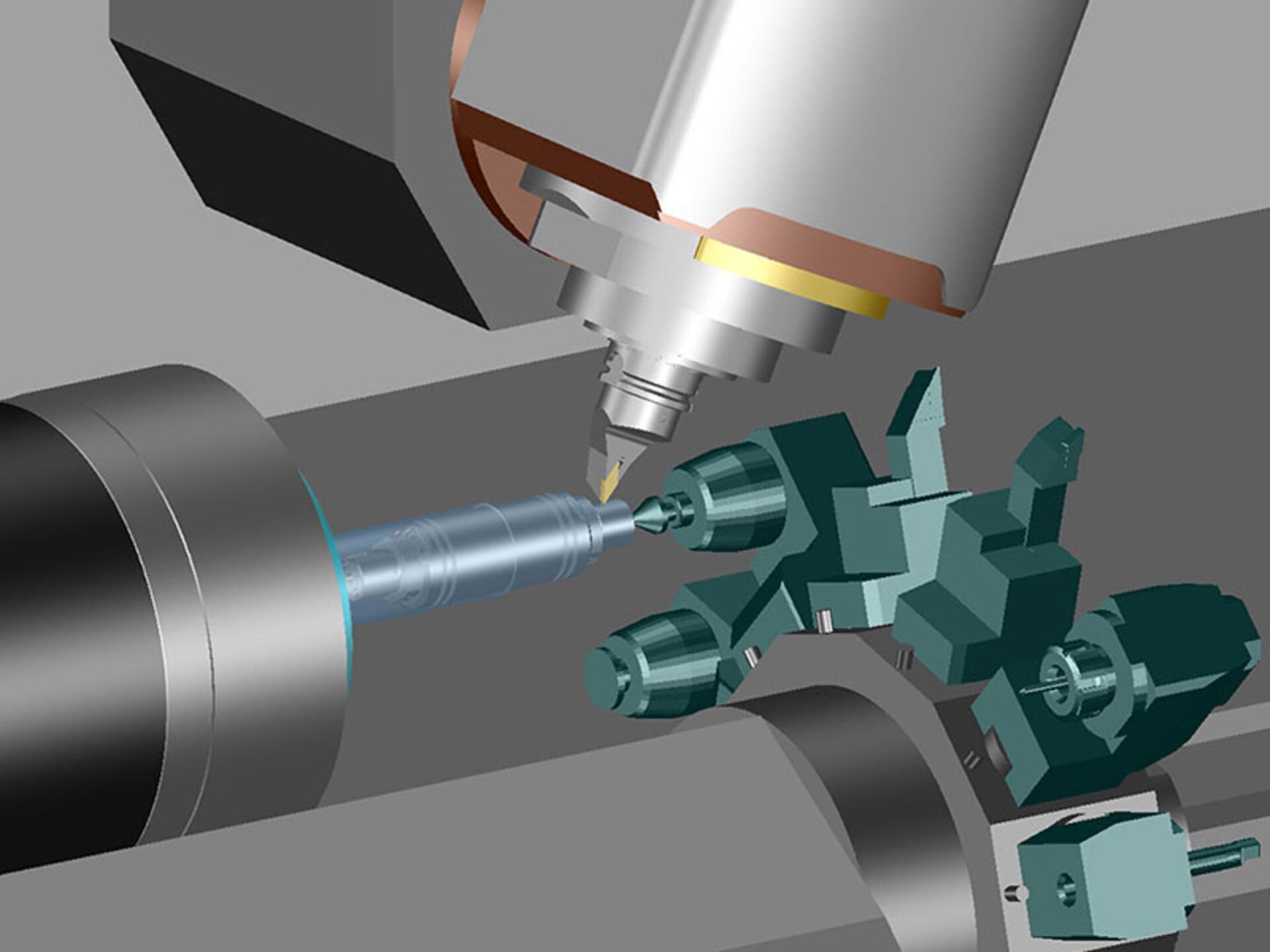
The name comes from control systems. Controls manage the components to be moved through channels. Every channel is essentially a tool holder. Channel 1 can be a milling head, and channel 2 a turret with turning tools.
However, the part can also be a channel, e.g. as a workpiece holder in a secondary spindle that takes the part at some time.
This basis enables the performance of all machining steps on a single machine. Of course, this has substantial advantages in terms of precision. This renders additional devices such as holders or clamping devices superfluous. This all makes machining extremely effective, especially in terms of planning and control.
What is meant by "Programming from the virtual shop?"
Many are familiar with the common procedure for generating NC code with the controller logic. However, the problem with the machine is that it doesn't know where the part is and where there is still space in the operating area. This always depends on the clamping situation. In contrast, programming in Tebis is always done starting from the machine. Units such as jaw chucks or steady rests are thus directly configured. The user immediately has an overview of what he can do. They set up the machine, clamp the part and specify the manufacturing steps. All the programs are integrated in the Job Manager and then synchronized. That's the big difference. We make our calculations using this information, in other words, with the specific prerequisites of the machine and the situation in the background. This is called "programming with the virtual machine." In this way, technically correct and collision-checked NC data are generated right from the start. It's supported by highly sophisticated technology with digital twins, but we work with completely simple NC commands. This sometimes requires rethinking on the part of the customer, because there are one or more additional NCSets in the program.
What is the actual benefit for the user?
The difficulty does not lie in the actual machining operation – turning or milling. The real art lies in activating the right element at the right time. The interaction between the individual channels is more complex, and ideally the software balances out this complexity already in the programming phase. Tebis checks, simulates and postprocesses all movements and is therefore especially reliable. The users are actually finished once the Job Manager is created, and they don't have to worry about anything else. If further optimization is required, they can take a closer look at the synchronization marks.