
-
Test práctico para determinar el tiempo de actividad
Todo debe encajar
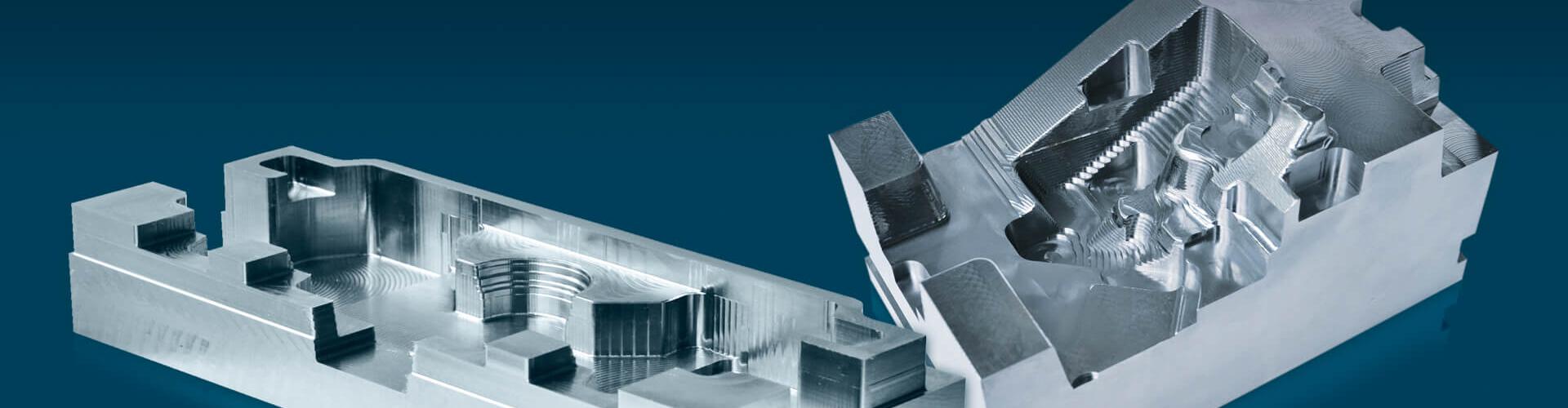
El desbaste adaptativo de una pieza merece o no la pena en función de la geometría. Este tipo de mecanizado es ideal principalmente para piezas con cavidades profundas.
Muy importante: los parámetros tecnológicos, como los valores de corte, deben adaptarse de forma óptima a la pieza, el material, la máquina y las herramientas utilizadas. Solo entonces se obtiene el mejor resultado posible.En nuestro test práctico hemos comparado diferentes tipos de mecanizado tomando como ejemplo dos piezas distintas.
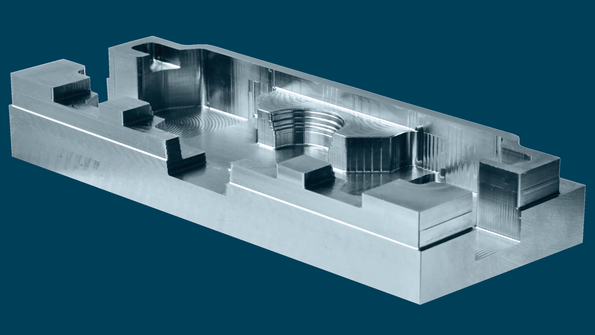
Ejemplo 1: Pieza con muchas cavidades profundas
Herramienta Fresa HPC Pokolm D16 Máquina DMG HSC105 lineal Material Acero Estrategia Adaptativa Valores de corte ae: 1,6 mm
ap: 30 mm
vc: 175 m/min
fz: 0,3 mm
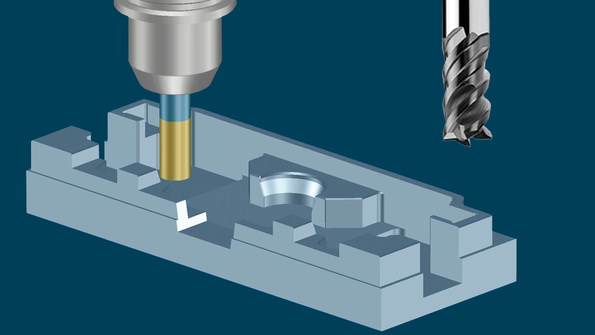
 Mecanizado adaptativo más de un 60 % más rápidoque el mecanizado de desbaste concéntrico.
Mecanizado adaptativo más de un 60 % más rápidoque el mecanizado de desbaste concéntrico.Ejemplo 2: Pieza compleja con zonas planas e inclinadas
1.er mecanizado 2.º mecanizado Herramienta Pokolm Spinworx D52 R6 Fresa HPC Pokolm D16 Máquina DMG HSC105 lineal DMG HSC105 lineal Material Acero Acero Estrategia Concéntrica Adaptativa Valores de corte ae: 36 mm
ap: 0,9 mm
vc: 215 m/min
fz: 0,7 mm
ae: 1,6 mm
ap: 30 mm
vc: 175 m/min
fz: 0,3 mm
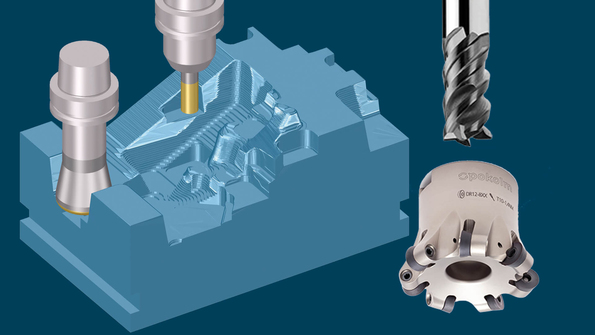 Mecanizado combinado en el desbaste 3DMecanizado combinado un 22 % más rápidoque un simple mecanizado adaptativo.
Mecanizado combinado en el desbaste 3DMecanizado combinado un 22 % más rápidoque un simple mecanizado adaptativo.






