-
Detecting and preventing collisions: The earlier the better
Machine damage worst-case scenario: A collision between the machine head and the part, the tool and clamping devices or the spindle and machine table can be an expensive mistake. There are a number of approaches for successfully detecting and preventing collisions in advance. If the right method is used, undesired downtime can be almost completely eliminated.
On simpler machines, an attentive machine operator can usually visually detect potential collisions and press the emergency stop button in time. However, fast and complex movements make it impossible to manually interrupt machining on modern high-performance machines like turning-milling centers or simultaneous 5-axis machines. These machines are automatically stopped by integrated protective mechanisms in the event of a collision risk. But even if the machine is stopped manually or automatically, the result is the same: The machine is sitting idle. To prevent machine downtime and crashes, collisions should be detected and prevented before the actual machining. There are two different competing solutions offered by CAD/CAM and simulation software providers Both methods use digital twins of the real manufacturing environment.
Detecting and preventing collisions before machining on the machine: Comparison of methods
Main differences: In one method, NC programming in the CAM system is initially performed independent of the components that are actually used in machining – including the machine, machining tools and clamping devices. The toolpaths are then verified using a simulation software. The other method integrates the digital twins of these components in the CAM programming. The toolpaths are verified right in the CAM system with no need for additional simulation software.Method 1: NC programming in the CAM system and verification of the toolpaths using additional simulation software.
Method 2: NC programming with integrated verification of toolpaths in the CAD/CAM system.
The methods in the process flow
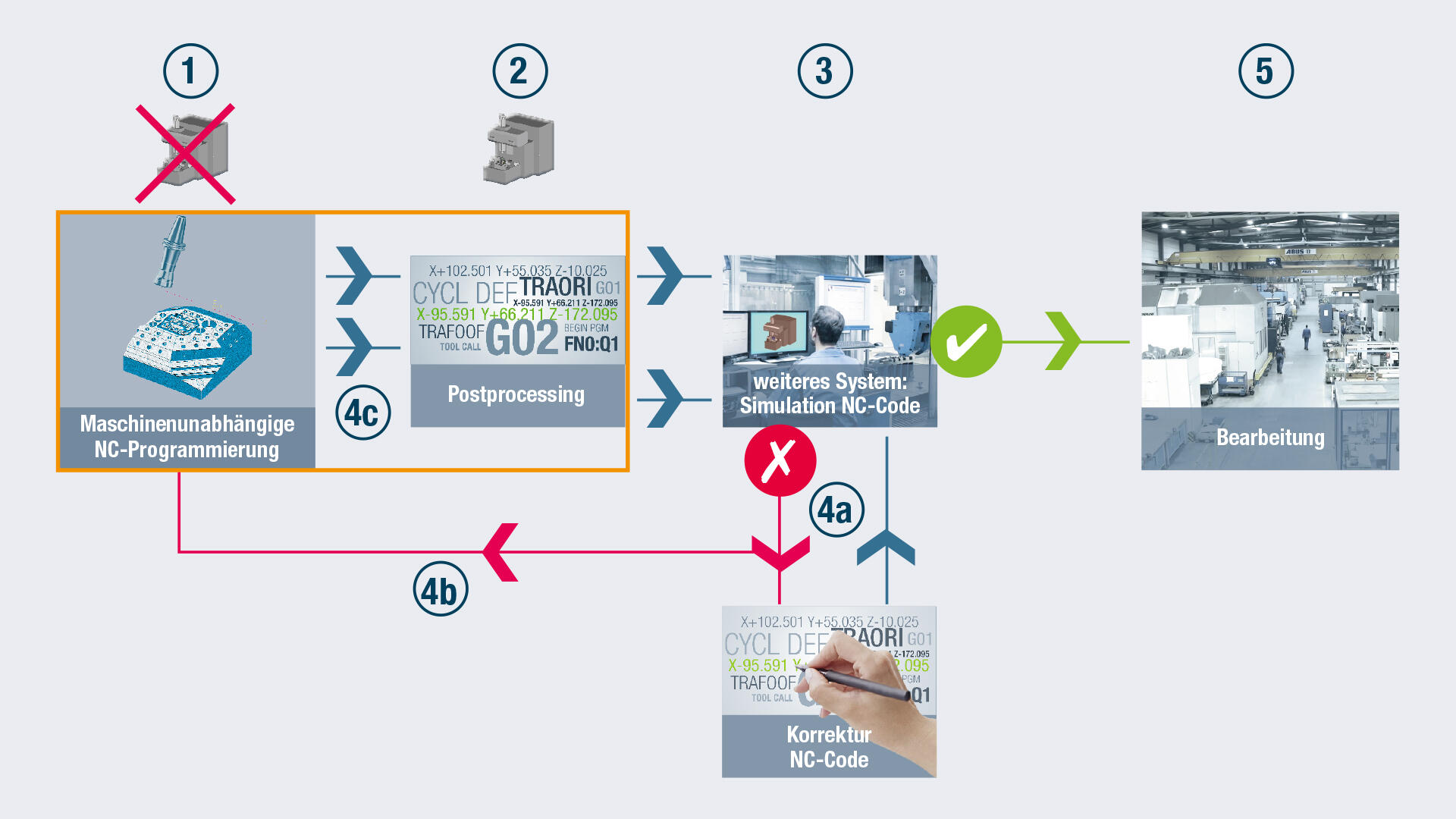
Method 1: Machine-independent NC programming in the CAM system and verification of the NC code using additional simulation software.
In this approach, the NC program is first generated in the CAM environment – independent of the machine, tool and clamping device models (digital twins) (1). Only then are the data supplemented with the machine, tool and clamping device information – either before or after NC output, depending on the system (2). The CAM programmer or the machine operator then uses a separate simulation software to verify the NC code.
If no collisions are detected, the NC program is transferred to production (5).
In the event of collisions or other problems, there are two options: The NC code can be corrected manually and then simulated again (if the NC program is generated again later, for example due to changes in parts, it must be corrected and simulated again) (4a). For larger corrections, the error is corrected in the CAM environment (4b). This NC program also has to be verified again in the simulation software to ensure that the correction was successful (4c).
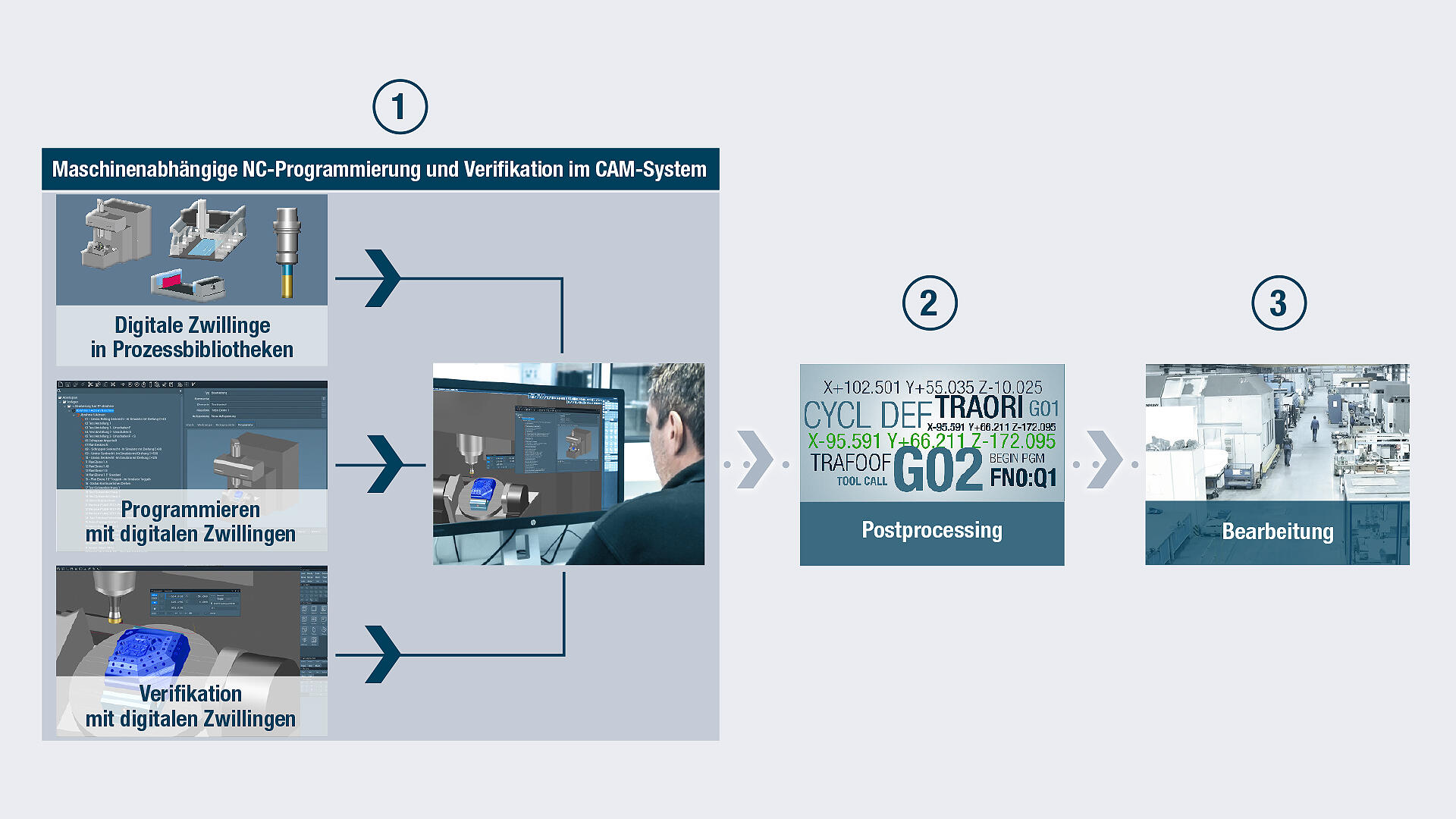
Method 2: Machine-dependent NC programming and toolpath verification in the CAD/CAM system
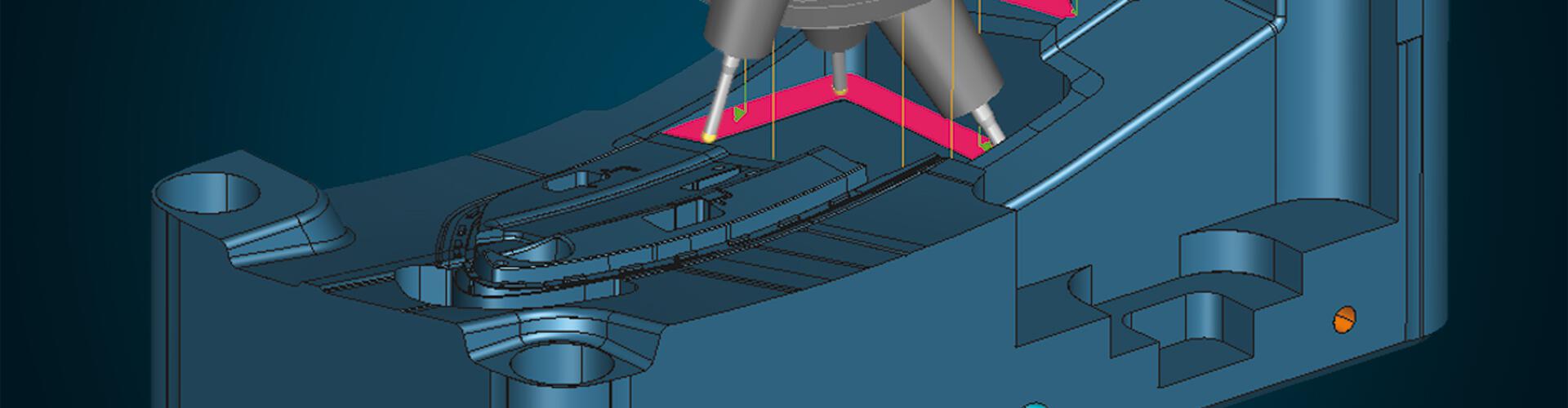
In the second approach, planning, programming and verification are performed in the CAM environment using digital twins of the real production environment: The CAM programmer uses all manufacturing-related data from the relevant machines and tools, checks the machining for collisions right in the system and corrects any errors (1). This means that the programs that are output are already completely collision-checked (2). The NC code is then sent directly to manufacturing for machining of the part (3).
The comparison of the two methods shows that the second approach – integrated simulation and collision checking – has many advantages:- Interface runs and correction loops are reduced.
- Planning is easier, because the CAM programmer has access to all the virtual manufacturing components represented in virtual process libraries.
- It’s simpler, because the CAM programmer doesn’t need any special knowledge of machine code or other simulation software.
- No manual corrections to the NC code that can place process safety at risk are necessary.
- All corrections automatically flow back into the CAM environment, so errors are never repeated.
- The digital twins are only managed once – in the CAD/CAM environment – instead of “redundantly” in the CAM environment and the simulation software.
Not all digital twins are the same
However, two basic prerequisites must be met for the second method – the fully integrated solution – so it can function safely and reliably: First, as many components as possible – including machines, tool assemblies, clamping devices and limit switches – must be precisely represented as digital twins in the virtual world. Simplified geometric representations can entail the risk of incorrect verification results. Second, it’s absolutely necessary for all kinematic information – i.e., reference points, tool change positions and movements – to be accounted for in checking. The CAD/CAM provider needs to completely fulfill both requirements, with no exceptions.
All the properties of complex machines and machines with special additional equipment in particular need to be precisely measured and transferred to the CAD/CAM system. This enables a precise virtual reproduction of the real machining situation.Planning setups in the virtual environment
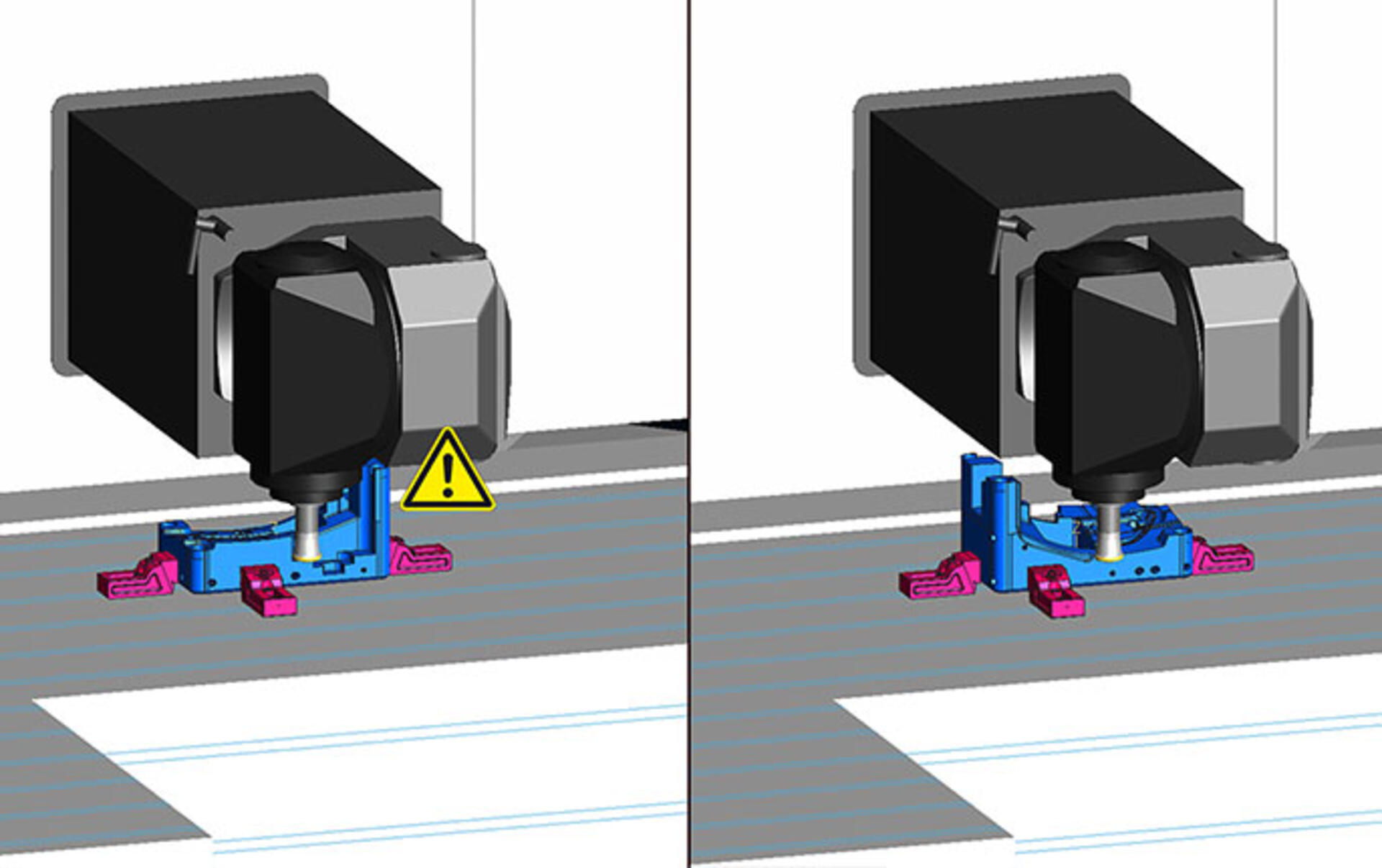
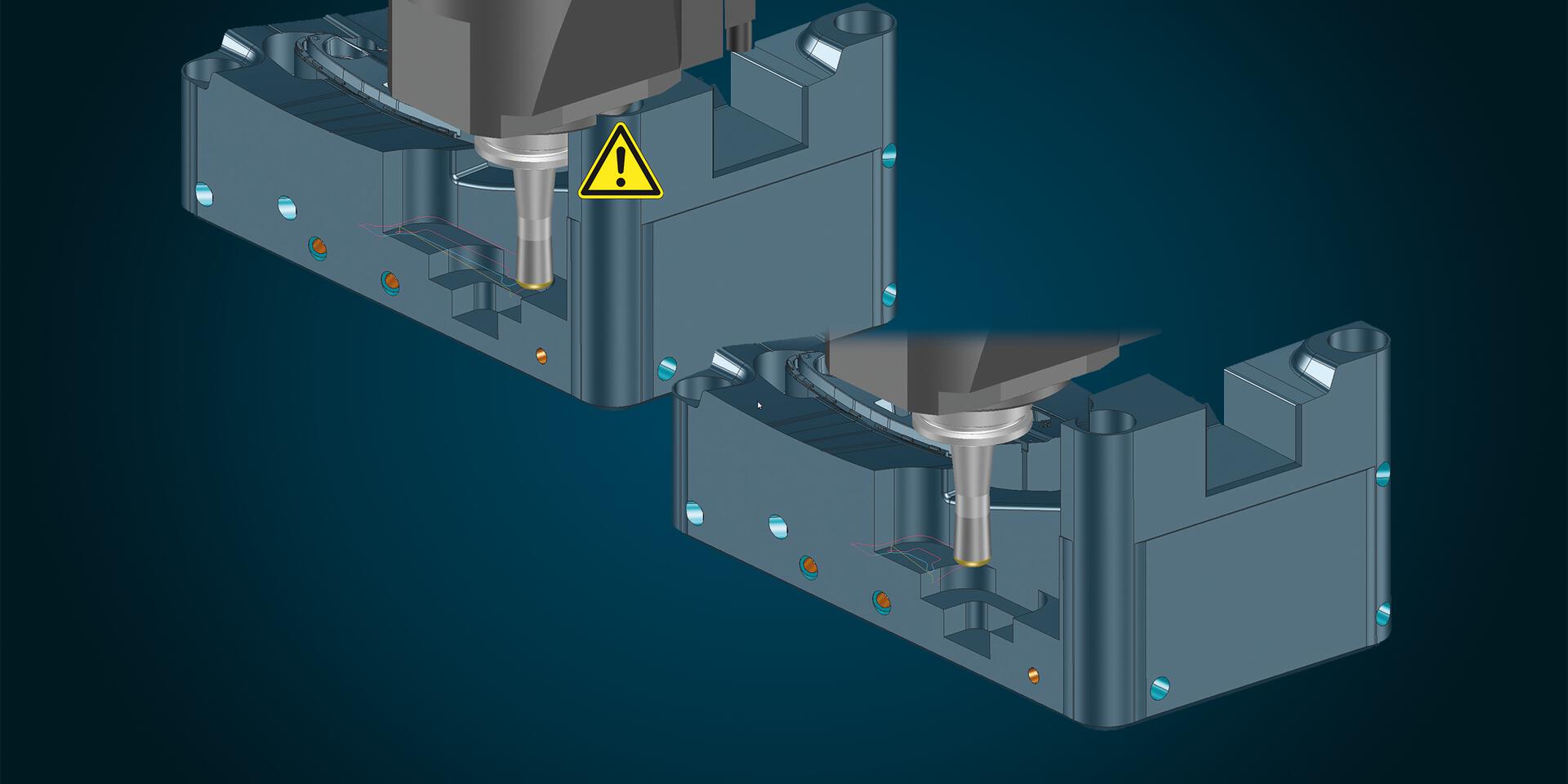
Another advantage of the fully integrated solution: Because the CAM programmer has access right at their workstation to all the virtual components that will be used in the real production, they already have comprehensive options for identifying and preventing potential collisions and limit switch problems during the planning stage: in other words, before CAM programming and toolpath verification. Many errors are corrected before they can become a problem. The programmer manually moves the virtual machine with the tools in the holders to the positions<br /> that could be critical. This allows them to graphically and interactively specify tool lengths and the clamping position. If the clamping situation is determined to be impractical due to the head geometry, the table or the part is rotated by 180 degrees.
The clamping situation can be optimized early, during work preparation. In this case, the part is rotated by 180 degrees.CAM programming with intelligent collision avoidance strategies
Collisions that the CAM program detects can be prevented with automated collision avoidance strategies that can be integrated in NC templates. The most appropriate strategy depends primarily on the specific component geometry, the machining task and especially the available machine. This knowledge should be stored in NC templates: This means that the CAM programmer only has to select the machine and machining elements. The appropriate collision avoidance strategy – with area reduction, simultaneous 5-axis avoidance milling or indexed machining – is automatically assigned.
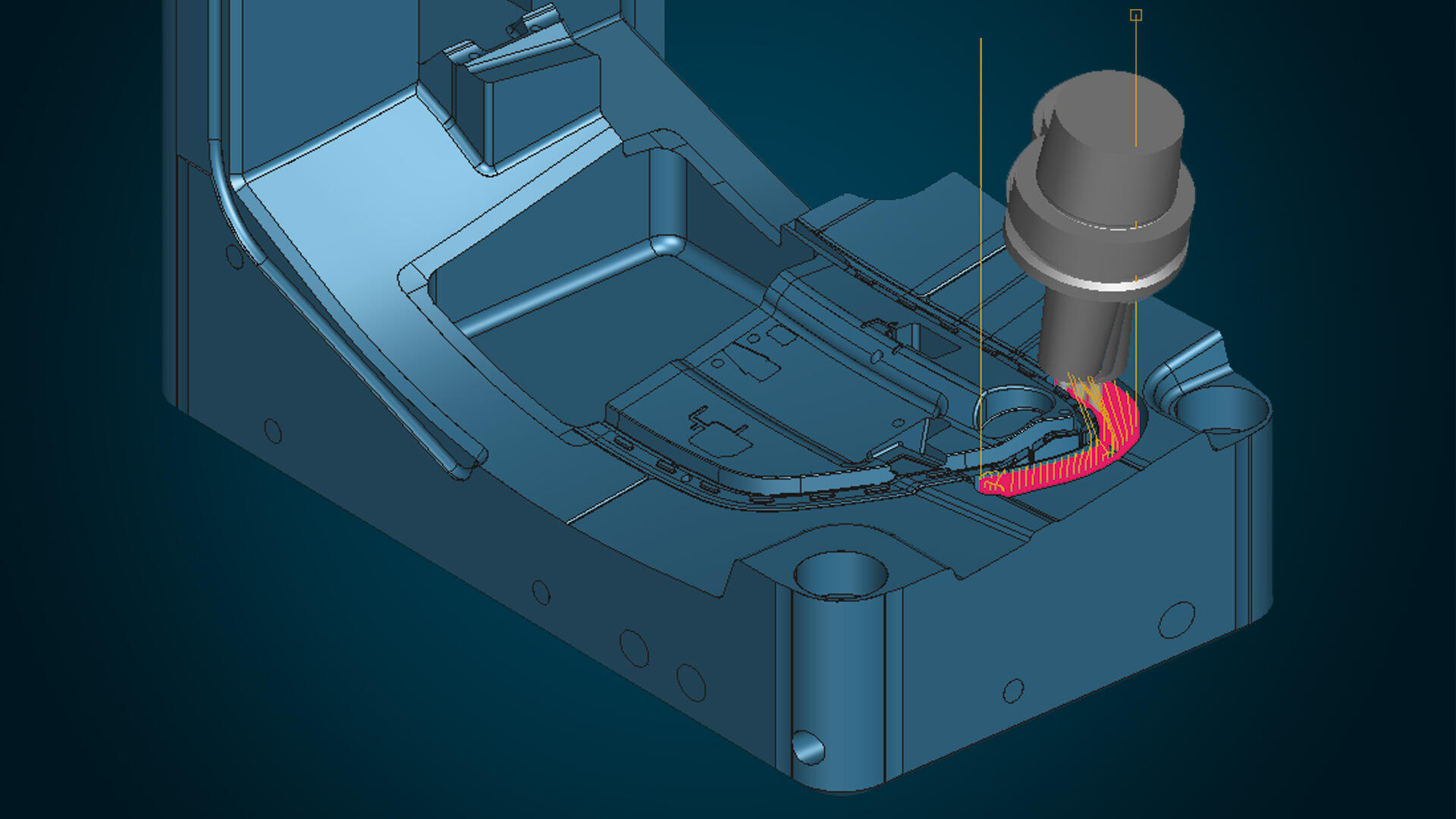
Automatic area reduction is generally used in 3-axis roughing: Milling areas that can’t be machined with the tool in use – because of a collision with the machine head, for example – are automatically deactivated.It’s useful in finishing to use a short tool as continuously as possible for the best surface quality. If the machine kinematics permit, 5-axis simultaneous avoidance milling an appropriate collision avoidance strategy.
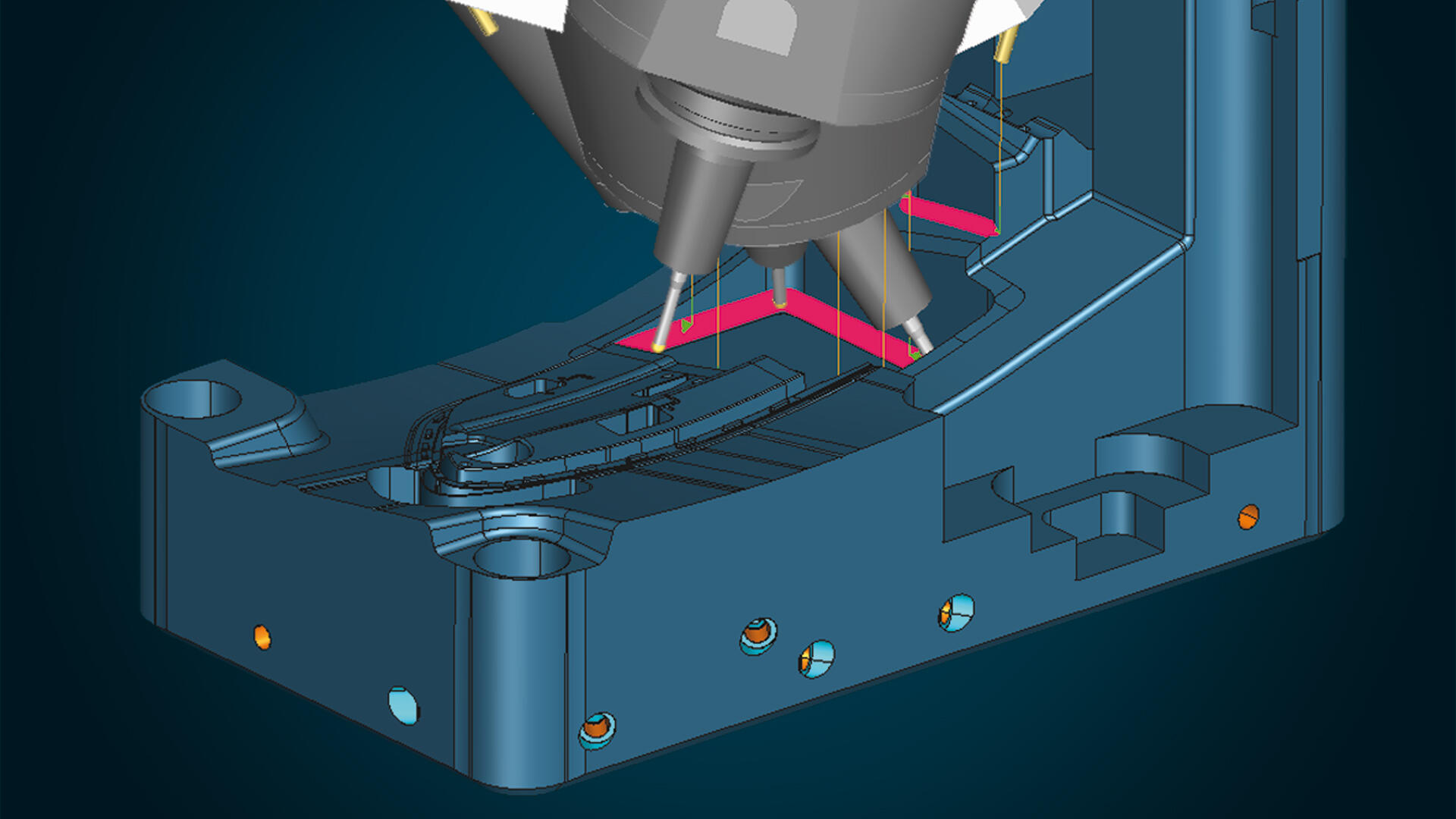
In 5-axis simultaneous avoidance milling, programs for simultaneous 5-axis milling are generated completely automatically from 3+2-axis NC programs with fixed positionable axes.
Machining of residual stock areas is frequently indexed. Indexed collision avoidance is recommended, for example, for multi-axis machines that are unsuitable for 5-axis simultaneous machining because of their dynamics. In some cases, machining performance is even better, and the surface quality is better than when 5-axis avoidance milling is used.
In indexed machining, milling areas that can be machined collision-free at the same tilt direction are automatically detected and combined. The corresponding tilt direction is also automatically calculated.
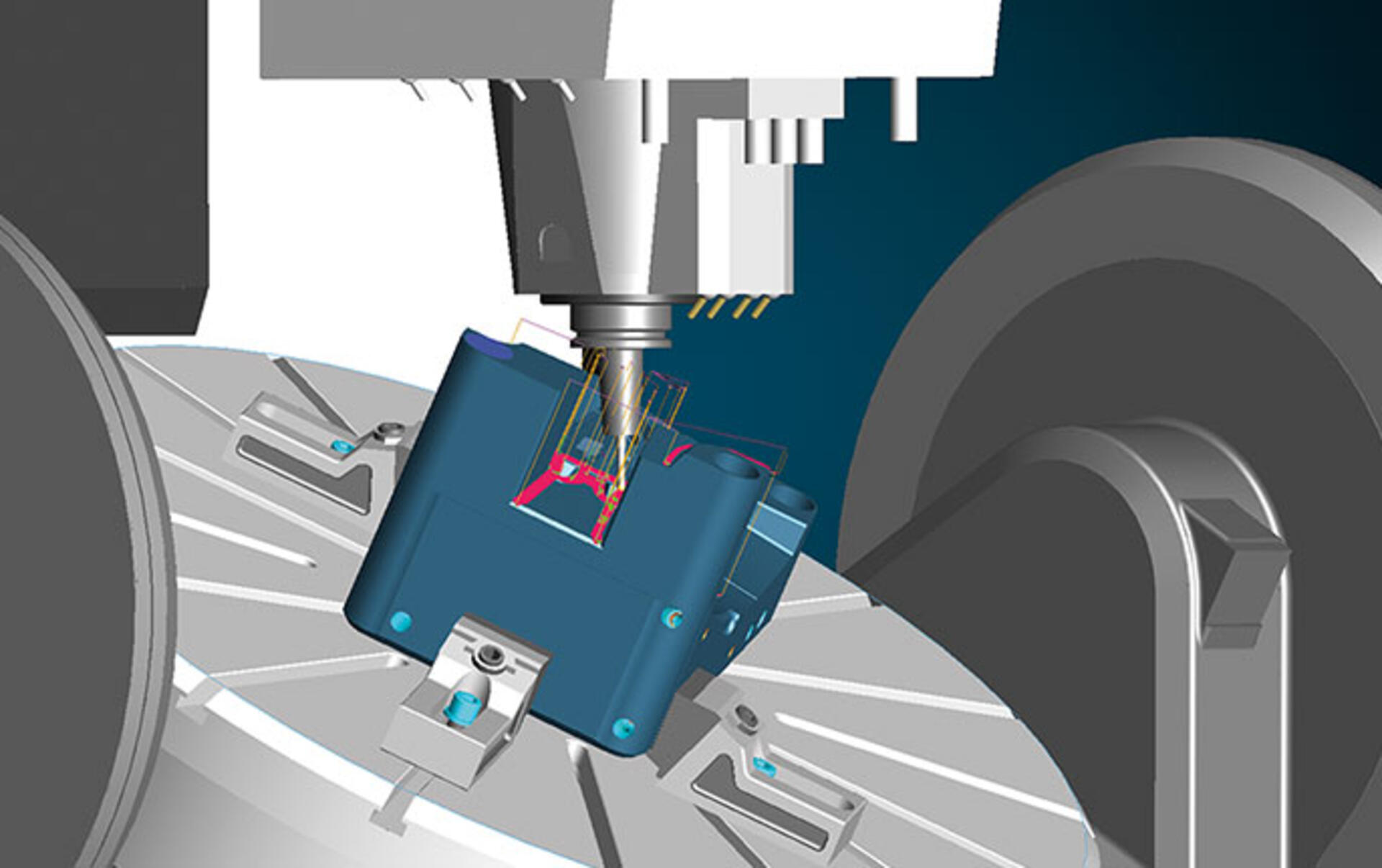
Simulation of the entire machining area
As an additional option, once all strategies have been calculated, it should be possible to completely test the entire manufacturing process with the entire machining area in batch mode. It should also be possible to individually adjust retract movements. Integrated simulation accounts for all tilt directions, all tool components and the entire machine with all movements and tool changes. This ensures that machining is collision-free for each clamping situation.
Conclusion
The earlier in the process chain that collisions are prevented, the better. This requires that all virtual components be precise replicas of their real twins. This enables the optimal utilization of all options for collision prevention in the CAD/CAM environment – from planning and CAM programming to simulation.