-
Tebis Versione 4.1 Release 3
Velocità e praticità
Sul piano delle innovazioni funzionali e delle estensioni, la terza versione di Tebis 4.1 si colloca in una categoria di eccellenza. I tempi di programmazione più brevi consentiti dalla migliore tecnologia degli NCJob, il controllo completo delle collisioni con simulazione dell'asportazione di materiale e il rilevamento automatico delle aree piane sono solo alcuni dei punti salienti più importanti che semplificano il lavoro quotidiano degli utenti, permettendo loro di raggiungere i propri obiettivi in modo più facile e veloce.
Con queste caratteristiche, l'ultima release prosegue la linea tracciata da Tebis 4.1, puntando principalmente su "velocità e praticità”. Infatti Tebis 4.1, uno stabile sistema CAD ibrido corredato da una guida all’uso logica e intuitiva, offre tutti i requisiti necessari per processi di produzione automatizzati e orientati al futuro.CAD – Approccio parametrico
Ogni record di dati importato deve essere strutturalmente predisposto per la programmazione CAM. Questo richiede solitamente una serie di passaggi distinti: occorre impostare i fori per i sistemi di bloccaggio, definire gli assi di posizionamento, progettare le superfici di riempimento, creare i grezzi, generare i punti di connessione per gli attrezzaggi, posizionare i dispositivi di serraggio o definire i piani di ritrazione. In Tebis tutti questi passaggi possono essere eseguiti in modo altamente automatizzato sulla base di template CAD parametrici espandibili secondo le necessità e adattabili alle esigenze specifiche del cliente. Allo stesso tempo gli utenti possono mantenere un’elevata flessibilità operativa in quanto i parametri utente presenti nella struttura ad albero degli oggetti offrono un metodo facile e diretto per controllare le modifiche – ad esempio la selezione di un sistema di bloccaggio differente.CAD – Progettazione di superfici attive
Risultati precisi nel taglio di pezzi lavorati per imbutitura e piegatura
Trasferimento della curva di rifilatura con modalità differenti in base allo spessore del materiale.Con la funzione "Crea curve di sviluppo" è possibile determinare rapidamente la curva di rifilatura per gli stampi di imbutitura e tranciatura. Vengono tenuti in considerazione lo spessore del materiale del componente e la posizione dello smusso neutrale – il risultato è estremamente preciso, non sono richieste riprese manuali. La qualità delle curve risultanti corrisponde a quella delle curve originali.
Le molteplici modalità di calcolo consentono di rispondere alle diverse esigenze applicative.CAM – Automazione
Tempi di programmazione più brevi grazie alla migliore tecnologia degli NCJob
Queste innovazioni permettono di velocizzare la creazione del programma CAM:
Durante la fresatura si ha la possibilità di acquisire automaticamente dagli NCJob precedenti le aree di fresatura definite in modo interattivo; questo consente di ridurre gli interventi manuali durante la programmazione CAM e di calcolare in un unico passaggio intere sequenze di NCJob. Inoltre, la programmazione CAM risulta sensibilmente semplificata, perché le lavorazioni combinate possono essere gestite con facilità in un template CAM integrato.
Si evitano ad esempio diversi tempi di calcolo superflui, grazie alla possibilità di calcolare comodamente più NCJob insieme fino allo stato "Aree calcolate" o "Ordinamento eseguito".
CAM – Foratura
Impiego flessibile degli utensili speciali
 Quando si utilizzano utensili speciali combinati che presentano più aree di taglio con diametri differenti, l’idoneità o meno dell’utensile per la lavorazione concreta da eseguire viene determinata unicamente in base al diametro del tagliente attivo. Ciò significa che è possibile usare gli utensili speciali con estrema flessibilità – indipendentemente dal diametro dell'area di taglio più ampia – per la fresatura e la maschiatura di fori e tasche circolari. Anche durante la verifica di fattibilità vengono considerate solo le caratteristiche della zona di taglio effettivamente utilizzata.
Quando si utilizzano utensili speciali combinati che presentano più aree di taglio con diametri differenti, l’idoneità o meno dell’utensile per la lavorazione concreta da eseguire viene determinata unicamente in base al diametro del tagliente attivo. Ciò significa che è possibile usare gli utensili speciali con estrema flessibilità – indipendentemente dal diametro dell'area di taglio più ampia – per la fresatura e la maschiatura di fori e tasche circolari. Anche durante la verifica di fattibilità vengono considerate solo le caratteristiche della zona di taglio effettivamente utilizzata.CAM – Fresatura
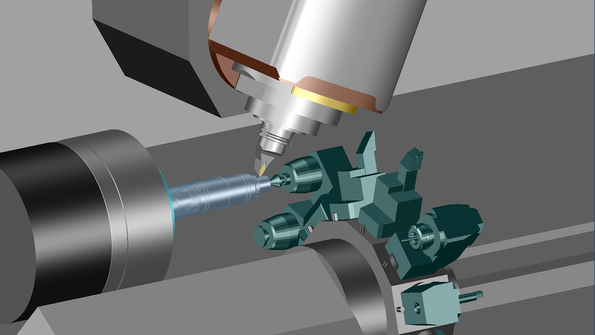
Condizioni di taglio ottimali nella sgrossatura di componenti rotazionali
Un unico processo controlla la sgrossatura dei componenti rotazionali con un avanzamento elevato e la successiva ripresa con incrementi ridotti.Nelle lavorazioni combinate di tornitura e fresatura, oltre ai componenti cilindrici è ora possibile lavorare con grande efficienza anche i componenti conici, come i trasportatori a coclea. Dapprima l’utensile esegue la sgrossatura con un ridotto incremento laterale e un’elevata profondità di avanzamento fino alla massima profondità possibile; successivamente lavora le restanti aree di materiale dal basso verso l'alto con una profondità di taglio inferiore fino alla misura esatta del sovrametallo – tutto in un unico processo. Questa procedura riduce l'usura dell'utensile e assicura un elevato volume di asportazione sulla macchina. L’operazione di finitura conclusiva può essere programmata facilmente con un’apposita funzione: l’utente deve semplicemente cambiare la strategia – tutto il resto viene gestito dal sistema.
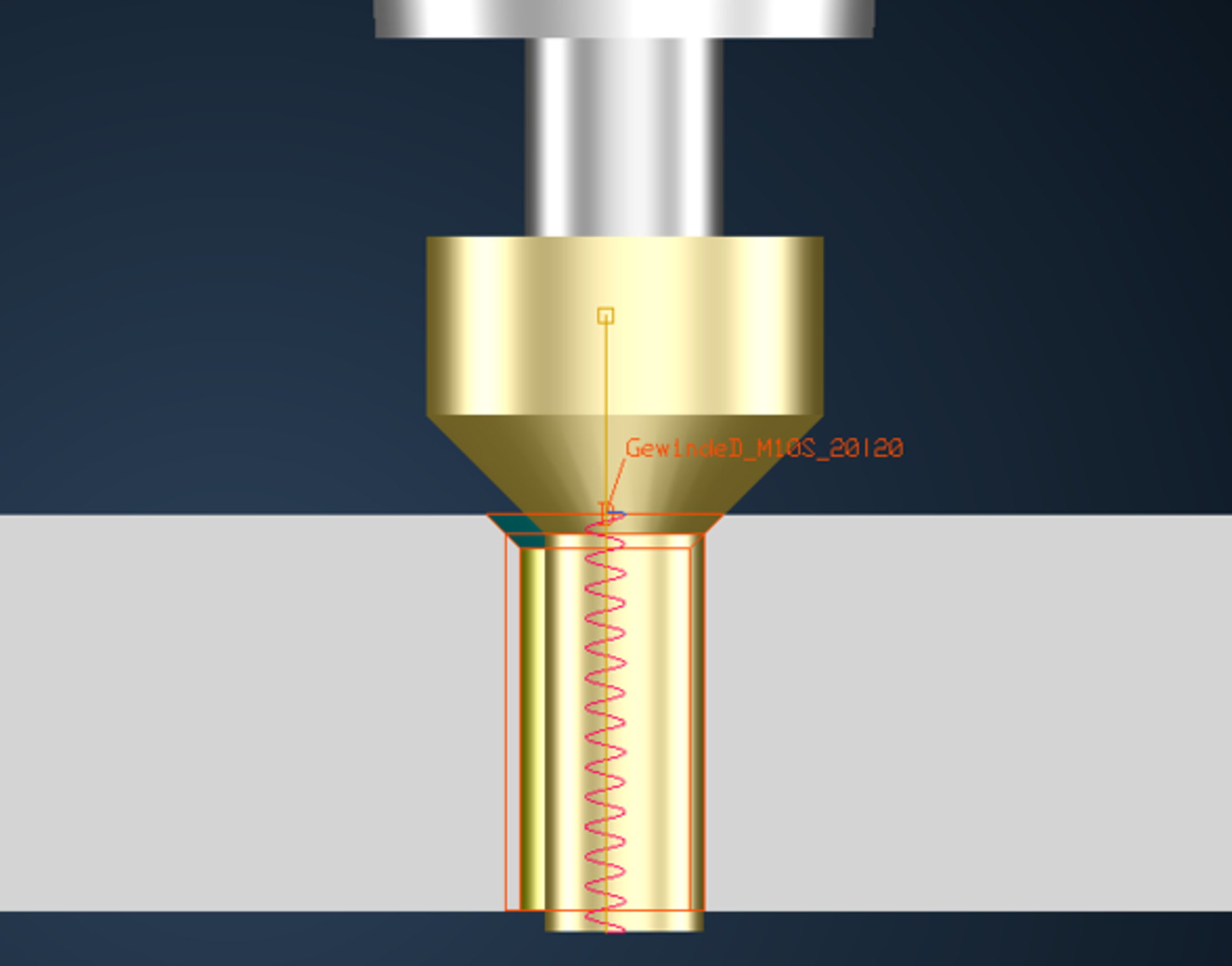
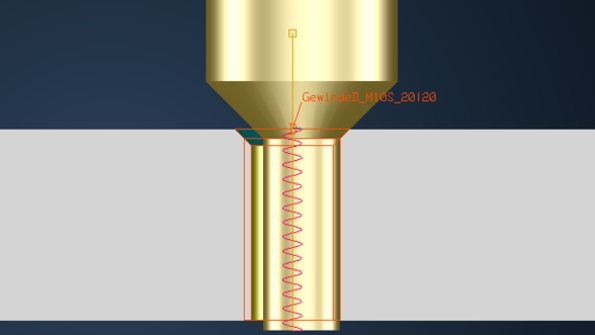
Lavorazione affidabile di filettature esterne
Le filettature esterne – compresi fondo, smusso e gola di scarico – possono ora essere lavorate velocemente con un unico programma NC. I produttori di componenti dispongono così di ulteriori possibilità per programmare i percorsi utensile in modo rapido, coerente e affidabile sui sistemi CAM che supportano la simulazione.Lavorazione efficiente di aree planari
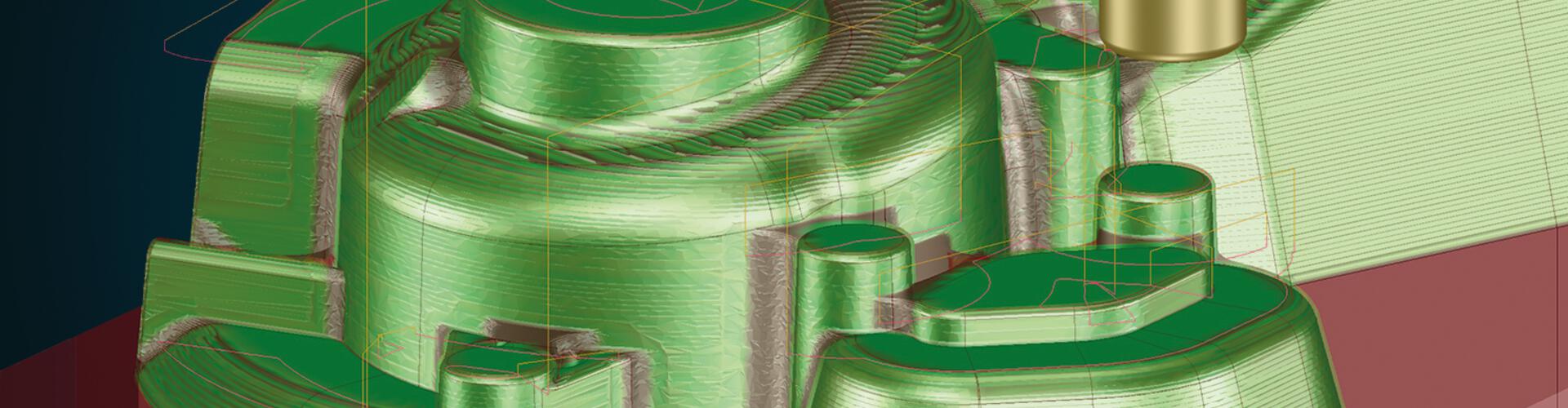
In genere, dopo il processo di tempra risulta più economico lavorare le aree piane di un componente usando un sovrametallo ridotto rispetto a quello delle aree non planari. Per questa operazione è possibile impiegare tipi di utensili speciali, ad esempio frese a inserti di grandi dimensioni. Tebis offre una nuova funzione che riconosce automaticamente le aree planari all'interno delle superfici dei componenti selezionati, senza bisogno di un’ulteriore suddivisione del componente.Finitura a 3 assi completa, automatica e senza discontinuità di fianchi, tratti di transizione e superfici di fondo
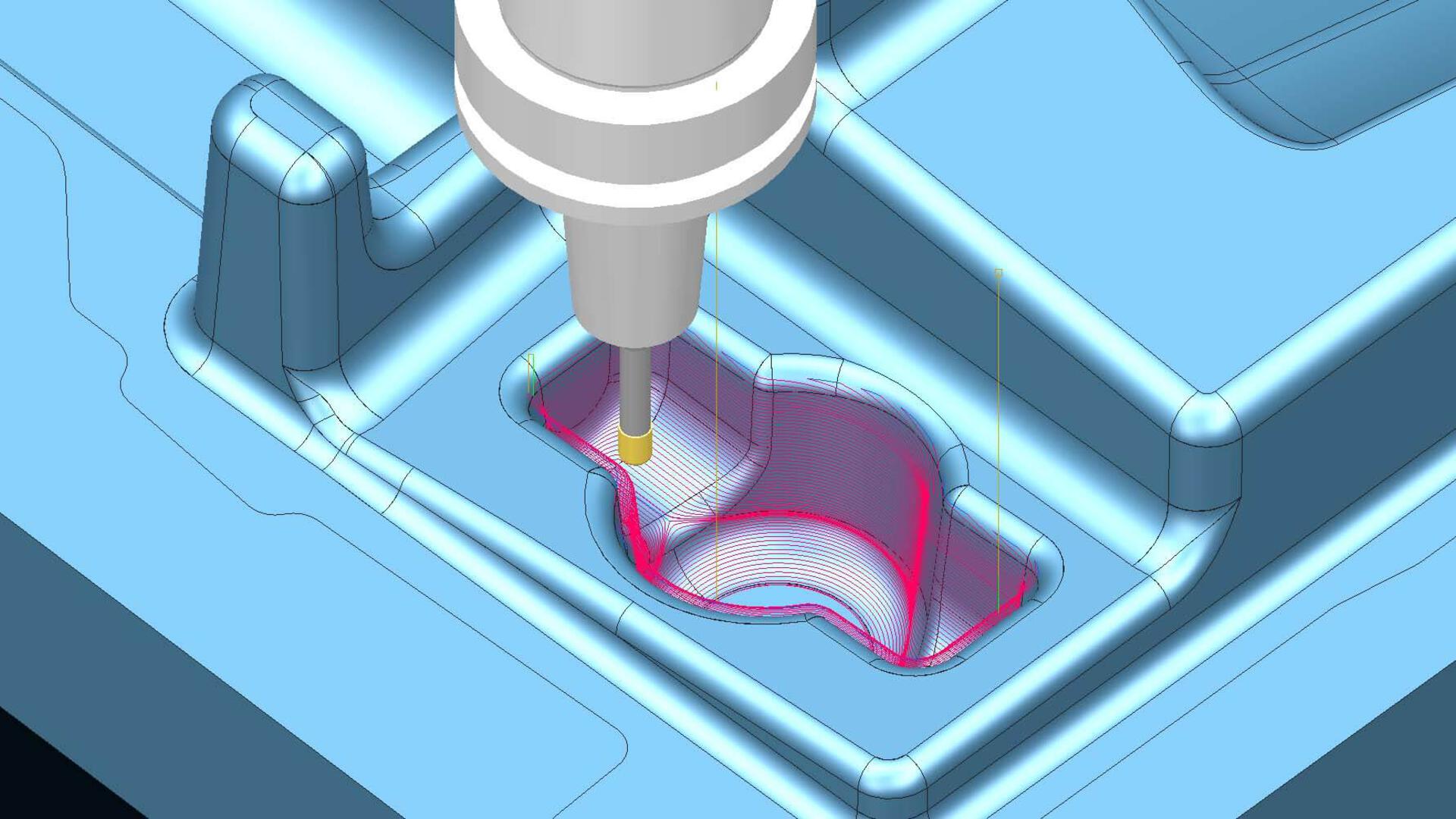
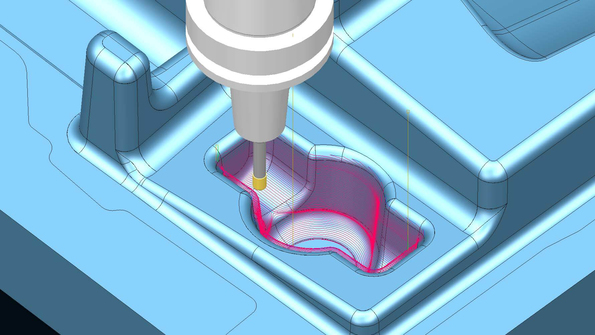 Finitura a Z costante completa con intervalli uniformi tra i percorsi.La funzione “Finitura/Prefinitura” permette ora di lavorare le geometrie con fianchi inclinati, fondi diritti e raggi di entrata e uscita, come cave e scanalature, a 3 assi e con Z costante in modo automatico e con step uniformi – senza movimenti di ritrazione, senza ulteriori operazioni di progettazione e con una qualità eccellente.
Finitura a Z costante completa con intervalli uniformi tra i percorsi.La funzione “Finitura/Prefinitura” permette ora di lavorare le geometrie con fianchi inclinati, fondi diritti e raggi di entrata e uscita, come cave e scanalature, a 3 assi e con Z costante in modo automatico e con step uniformi – senza movimenti di ritrazione, senza ulteriori operazioni di progettazione e con una qualità eccellente.CAM – Tornitura
Tornitura con troncatura del componente
Per automatizzare la lavorazione su torni o centri di tornitura-fresatura è disponibile una funzione speciale per troncare i componenti dalla barra. È possibile definire in modo semplice e veloce le condizioni di taglio ottimali per l’avanzamento e il numero di giri per l’uscita del materiale. Senza bisogno di progettare una geometria ausiliaria, è possibile troncare semplicemente il componente con un taglio diritto oppure eseguire simultaneamente la lavorazione del suo profilo. Durante la troncatura è possibile eseguire la sbavatura del componente e la tornitura planare del lato della barra, che può essere così utilizzata direttamente per produrre il pezzo successivo. Il componente separato può essere trasferito al contromandrino oppure essere prelevato da un apposito raccoglitore e verificato con ciclo di simulazione.
CAM – Tecnologia macchine
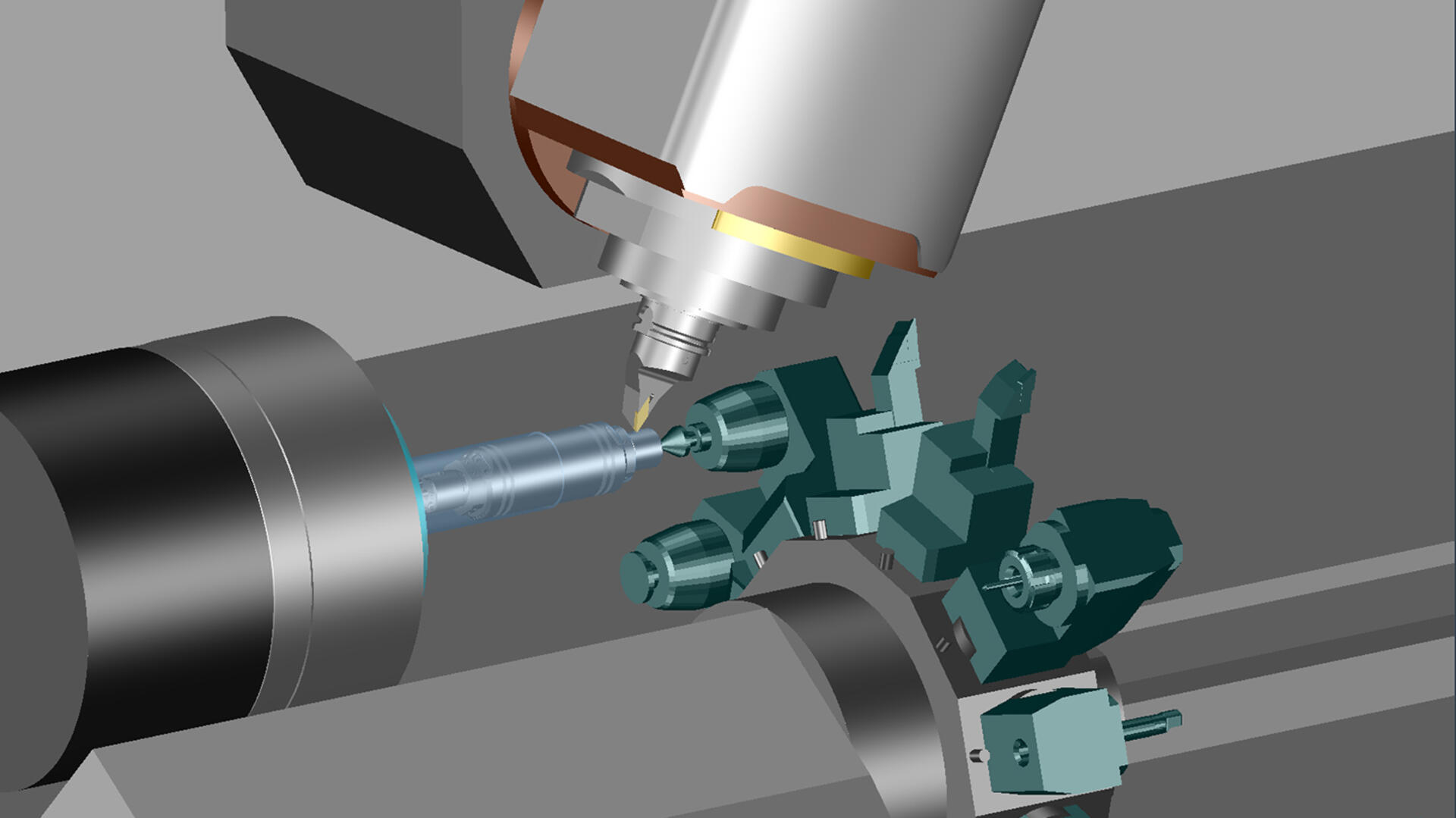
Supporto migliorato per macchine utensili multicanale
 Utilizzo ottimale delle macchine utensili multicanale.
Utilizzo ottimale delle macchine utensili multicanale.Anche questa innovazione è particolarmente vantaggiosa per le aziende manifatturiere che utilizzano processi di tornitura e fresatura combinati, soprattutto se i componenti richiedono prevalentemente lavorazioni di fresatura: con Tebis è ora possibile, infatti, programmare i percorsi utensile per la lavorazione sequenziale su macchine con più portautensili e portapezzi. Le singole fasi di lavoro – ad esempio la lavorazione con torretta o testa di fresatura, la stabilizzazione con punta di centraggio oppure il serraggio con contromandrino – possono essere combinate liberamente. Tutti i portautensili e portapezzi sono archiviati nelle librerie di processo virtuali di Tebis per essere impiegati in modo rapido e flessibile durante la programmazione. Inoltre Tebis, come sempre, tiene conto di tutti i componenti del sistema nelle fasi di simulazione e controllo delle collisioni. La programmazione è estremamente semplice, seguendo la rigorosa e collaudata logica di Tebis. Tebis genera automaticamente il codice NC per qualsiasi macchina e supporta tutte le strutture di programma dei singoli controlli macchina, ad esempio la programmazione strutturale Gildemeister.
CAM – Pianificazione del lavoro
Monitoraggio completo delle collisioni con simulazione dell'asportazione del materiale
La simulazione della rimozione del materiale assicura un controllo delle collisioni sicuro e affidabile: in ogni fase dell'asportazione viene tenuto in considerazione il materiale effettivamente presente sul modello, che viene verificato rispetto all’utensile e a tutti i componenti della macchina. Il grezzo viene aggiornato in tutte le fasi della lavorazione.