
-
実証実験 稼働時間の算出
全てが合っていなければならないのです
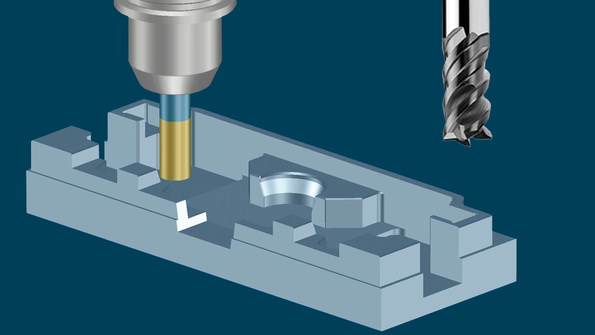
アダプティブな粗取りを適用する価値があるかどうかは、基本的に形状によって決まってきます。なぜなら、この加工方法を用いるのが最も効果的なのは、深溝(ポケット)が多い製品だからです。
最も重要な点:切削データなどの技術パラメーターは、製品、素材、加工機そして使用する工具に最もふさわしいものでなければなりません。そうして初めて最高の結果が生み出せるのです。実証実験において、2つの異なる製品を例に、様々な加工方法を比較しました。
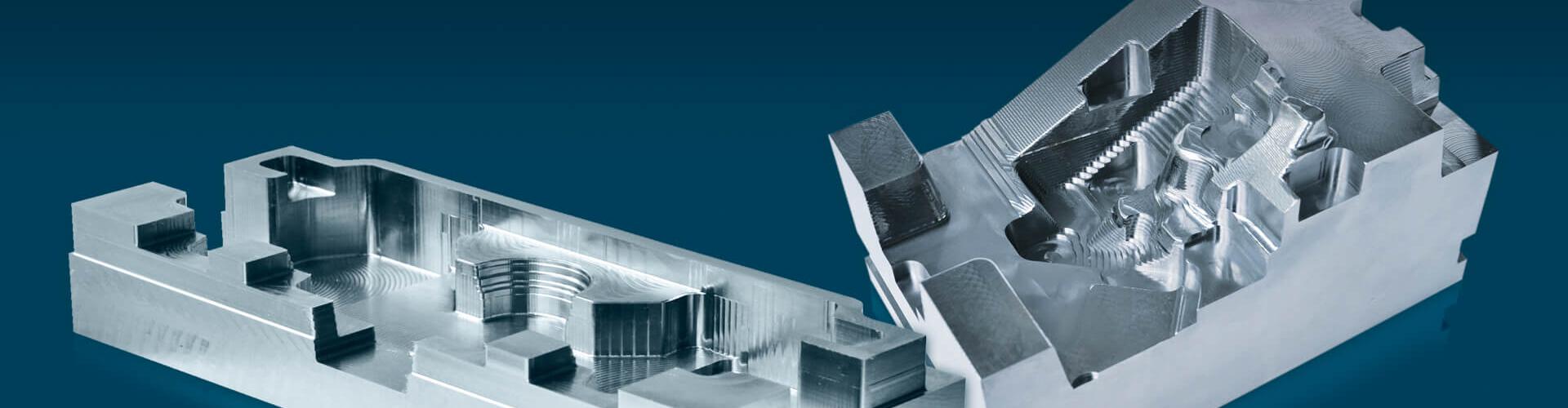
例1:深溝(ポケット)が多い製品
工具 Pokolm HPCカッターD16 機械 DMG HSC105 linear 素材 スチール 加工手法 アダプティブ 切削データ ae:1.6 mm
ap:30 mm
vc:175 m/min
fz:0.3 mm
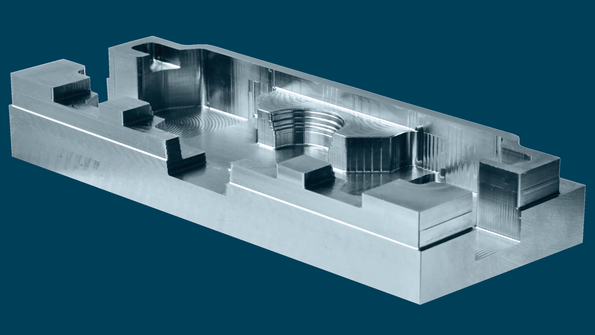
 アダプティブな加工で60%以上迅速にオフセットの粗加工と比較した場合
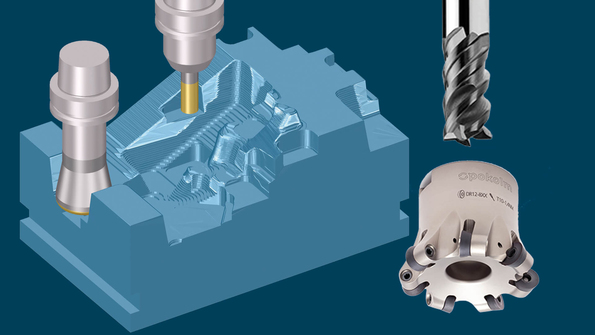
アダプティブな加工で60%以上迅速にオフセットの粗加工と比較した場合例2:平坦な領域と急勾配の領域を持つ複雑な製品
第1加工 第2加工 工具 Pokolm Spinworx D52 R6 Pokolm HPCカッターD16 機械 DMG HSC105 linear DMG HSC105 linear 素材 スチール スチール 加工手法 オフセット アダプティブ 切削データ ae:36 mm
ap:0.9 mm
vc:215 m/min
fz:0.7 mm
ae:1.6 mm
ap:30 mm
vc:175 m/min
fz:0.3 mm
 加工方法を組み合わせた3軸粗取り加工方法を組み合わせて22%迅速にアダプティブのみの場合と比較した場合
加工方法を組み合わせた3軸粗取り加工方法を組み合わせて22%迅速にアダプティブのみの場合と比較した場合






