
-
Prova pratica: calcolo dei tempi di lavorazione
Una combinazione ottimale
La scelta di adottare o meno la sgrossatura adattiva dipende essenzialmente dalla geometria del pezzo. Questa strategia è infatti particolarmente indicata per i componenti con cavità profonde.
È estremamente importante che i parametri tecnologici, come i valori di taglio, siano perfettamente adatti al componente, al materiale, alla macchina e agli utensili impiegati. Solo così, infatti, è possibile ottenere risultati ottimali.Nella nostra prova pratica, abbiamo messo a confronto diversi tipi di lavorazione applicati a due componenti.
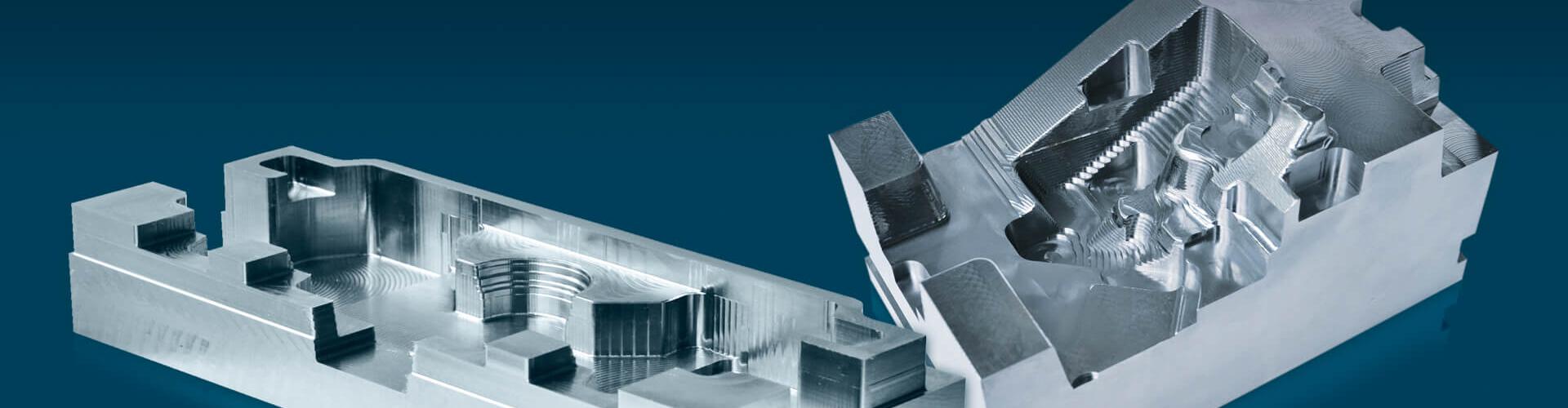
Esempio 1: componente con molte cavità profonde
Utensile Fresa HPC Pokolm D16 Macchina DMG HSC105 linear Materiale Acciaio Strategia Adattiva Valori di taglio ae: 1,6 mm
ap: 30 mm
vc: 175 m/min
fz: 0,3 mm
 La lavorazione adattiva è di oltre il 60% più velocedella sgrossatura concentrica.
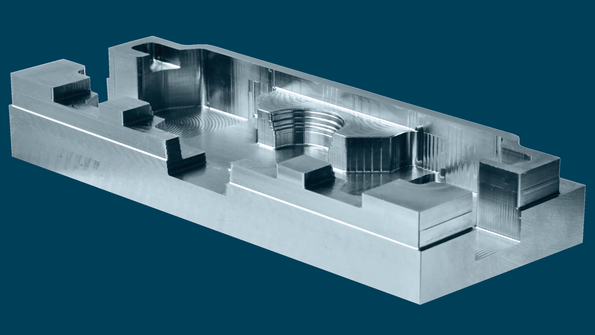
La lavorazione adattiva è di oltre il 60% più velocedella sgrossatura concentrica.Esempio 2: componente complesso con aree piatte e inclinate
1ª lavorazione 2ª lavorazione Utensile Pokolm Spinworx D52 R6 Fresa HPC Pokolm D16 Macchina DMG HSC105 linear DMG HSC105 linear Materiale Acciaio Acciaio Strategia Concentrica Adattiva Valori di taglio ae: 36 mm
ap: 0,9 mm
vc: 215 m/min
fz: 0,7 mm
ae: 1,6 mm
ap: 30 mm
vc: 175 m/min
fz: 0,3 mm

 Sgrossatura 3D con lavorazione combinataLa lavorazione combinata è del 22% più velocedella lavorazione solo adattiva.
Sgrossatura 3D con lavorazione combinataLa lavorazione combinata è del 22% più velocedella lavorazione solo adattiva.






