

-

New paths in die manufacturing
Interview with Stephan Galozy, Tebis AG
Tebis offers a process solution for die manufacturing that can benefit companies of all sizes. The results from a joint project in the FMF – WWF group in Hardthausen-Gochsen near Heilbronn speak for themselves: Tebis solutions reduced tryout time by up to 25 percent, and programming time was shortened by roughly 15 percent.
 Stephan Galozy
Stephan GalozyMr. Galozy, who are currently the main users of your process solution?
Our primary users are currently in die manufacturing. These include companies of all sizes, such as both car manufacturers as well as tier-1 and tier-2 suppliers and milling providers.
How did this solution result?
There are essentially three areas of uncertainty that are relatively difficult to control in draw die manufacturing. The first can be attributed to material-specific springback in the sheet metal. The second is associated with the thinning and thickening of the sheet metal during formation. And finally, the stiffness of the die systems varies; the press itself deforms. What happens during processing is never 100% predictable. This resulted in many correction grinding steps and a large effort in manual reworking.
And you saw the need for action…
It was our customers who had to take definite action. Just look at how the industry has developed over the past years! The quality requirements for sheet metal parts have continually increased. At the same time, project cycles are becoming shorter. It used to take a total of 24 weeks before a part came out of the press without cracks or folds. This is due on the one hand to the long processing time and elaborate assembly, but also and especially to the manual spotting work. With our technology, we have brought this time down to 18 weeks even for large dies such as side panel frames. Think about the lack of qualified personnel, too: An incredible amount of knowledge is needed to perfectly grind dies.
So what's the solution to this puzzle?
Essentially, design, NC programming and tryout have to be regarded as parts of an overall process rather than as individual work steps.
What has Tebis done in the design area to improve processes?
We developed special deformation procedures to get the behavior of the sheet metal under control; that is, to compensate for its material-specific springback. Our customers now counteract thinning and thickening using Tebis functions specially developed for this application. Our active surface process takes effect for the tools.
So it's about the sheet metal, springback compensation and the active surfaces in the die. Just what does the Tebis approach look like for springback compensation?
We have been offering solutions in this area since 2009. For years, existing simulation methods have provided increasingly reliable recommendations for exactly how the deformed surface should look. But how these recommendations are transferred to the CAD/CAM world – that's where the problems came in. And that´s where Tebis comes into play: Tebis has developed deformation procedures for all conditions. For example, deformation procedures can not only be calculated for meshes, but also for surfaces, points, topologies, scanned data or rotations. We have since established highly effective processes for springback compensation, both nationally and internationally.
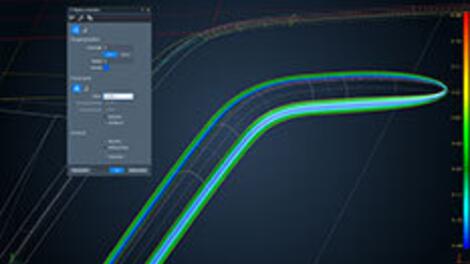
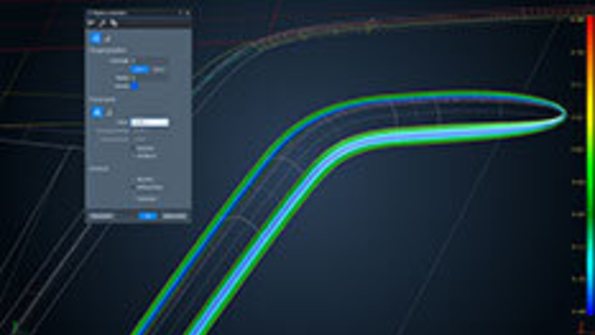 Reduced radii in the preview with analisis ...
Reduced radii in the preview with analisis ... ...and the results
...and the resultsNow let's talk about the tool. What's special about Tebis here?
Again, it's about transferring as many work steps as possible to the virtual world. We've made a huge step forward with Version 4.0, for both the small-part and large-part processes. We are on the way to achieving a die that doesn't require reworking. Our goal is to prepare the dies so exactly in the future that they can then be immediately assembled and the first parts can be pressed.
And how does that work?
Previously, attributes such as stock allowance or wall thicknesses were used in areas where the sheet metal is elongated or compressed. This resulted in visible edges that had to be ground away again in tryout. In contrast, Tebis lets you design positive and negative radii with smooth transitions directly in the die. All pressure and spotting surfaces are optimally prepared for subsequent programming, from radius relief to optimization of trim edges, to compensation for press deflection. This is a highly sophisticated process that already enables significant time savings. And we're still just getting started.
Are there any other benefits?
Overall, there are far fewer residual stock areas, which were always a big problem in the past. And of course NC programming is significantly simpler.
That sounds promising. But even if parts are perfectly prepared, the CAM functions have to know how to work with them. Sooner or later, this quality has to get to the machine…
Let me point out again: Design and NC programming are closely related. All that preparation would be worth only half as much without our powerful NC programming functions. For example, a very big plus in 3D surface machining is that Tebis does not mill on abstract meshes, but rather directly on surfaces. Tebis can also calculate a constant step between guide curves because the uniform milling paths ensure a homogeneous die surface and shorter machine run times. The exact part geometry and high-quality NC programs also enable the use of fast high-feed rate cutters. The process and the tools are still further optimized with new technologies such as hammer peening, which can stabilize surfaces, and robots.
Transition-free pressure surfaces in the preview with analysis
...and the results
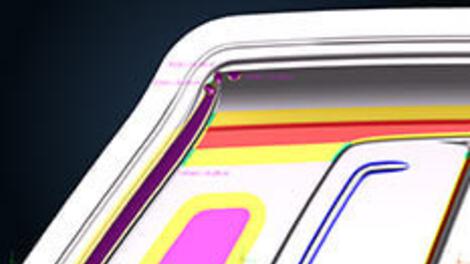
The figure clearly shows where radii are relieved in Tebis and where transition-free pressure surfaces are created.

Can you provide any specific numbers?
The greatest savings potentials are in tryout. According to our customers – such as the FMF/WWF group, whose specialties include die and prototype manufacturing – the Tebis solution enables a reduction in spotting work by up to 25 %. NC programming has become significantly easier, more reliable and faster overall: FMF/WWF mentions a 15 % efficiency improvement here. As in all Tebis solutions, we have also placed great value on automation in developing the active surface functions. The work required to create the active surfaces can be further reduced, especially with the new radius relief function.
So the subject of active surfaces is certainly of interest to other sectors?
By all means. The issues are essentially the same. For example, the burn surface of an electrode also has to be milled with a specific underdimension. Thanks to our many years' experience, we will soon have a suitable solution available for other sectors such as mold manufacturing.
And finally what about the costs?
We offer the right package for every application. For example, a milling provider who only machines dies needs the Pro design package and the Active Surface Preparation add-on to prepare the manufacturing geometry before NC programming. The acquisition costs for the Pro design package and the Active Surface Preparation add-on are very low. They generally pay for themselves within the first year.
Thank you for this conversation, Mr. Galozy.






