-

Opportunities in 3-axis machining
Optimum finishing results thanks to the right tools
We spoke with Hisashi Yamaguchi, a General Manager of Japanese trading company Marubeni Information Systems Co, Ltd. (MSYS), about the new Gallea series from tool manufacturer MOLDINO. The discussion did not stop at the advantages of circle-segment cutters and multi-sided machining. The General Manager is convinced: The modern equipment base should also include 3-axis machines as a standard. Because a lot can be accomplished with these machines using the right tools and the right CAD/CAM software.

Hisashi Yamaguchi is a General Manager at the Japanese trading company Marubeni Information Systems Co., Ltd. (MSYS) and has directed the department for CAD/CAM manufacturing solutions since 2019. Mr. Yamaguchi has 25 years of experience in the manufacturing industry. MSYS has over 500 employees and is a 100% subsidiary of Marubeni Corporation, the fifth largest trading company in Japan.
Mr. Yamaguchi, MOLDINO brought three new tools in the GALLEA series on the market in Germany in the summer of 2019. These tools have already been known for some time in Japan. What are the special aspects of these tools?
The Gallea series includes both tools with inserts and solid carbide tools for highly efficient finishing in die and mold manufacturing. In fact, Gallea tools have also been implemented in Germany with great success since 2016. At that time, MOLDINO introduced the first insert mill in the world with barrel geometry to the market.
Is a barrel cutter a circle-segment cutter?
Exactly. Circle-segment cutters can be used to finish sloping flank surfaces much faster than with conventional tools. This is because they enable significantly larger stepdown, path distances and stepover. This is possible at the same diameter and, to some degree, with even better surface roughness.
And what sets apart the three new tools in the Gallea series that have also been sold in Germany since last November?
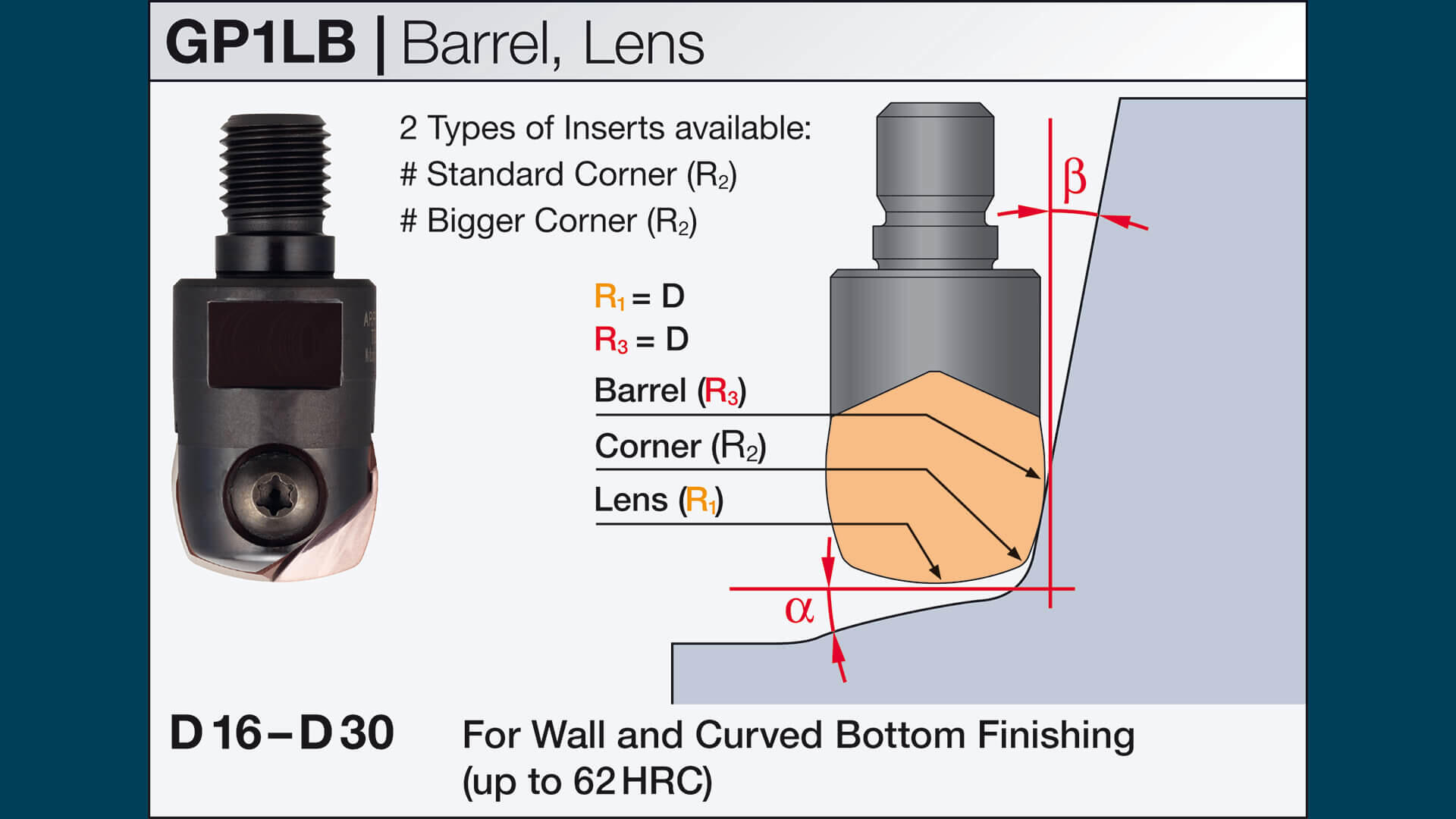
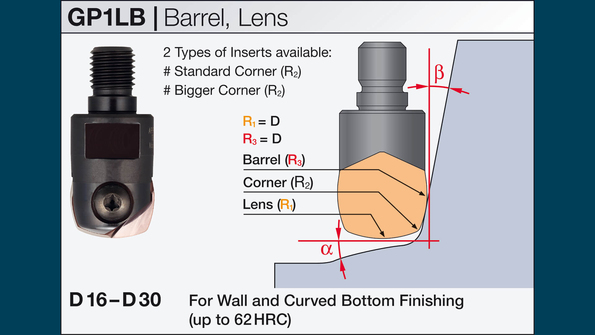
The GS4TN is a solid carbide barrel cutter with tangential geometry that is especially effective for 5-axis finishing of hard materials. The GP1T and GP1LB are insert mills. The GP1T is also especially suitable for 5-axis machining. In contrast, the strengths of GP1LB are fully demonstrated in 3-axis machining. In fact, it was specifically developed for this purpose.
But does it still make sense today – at least in high-tech markets – to develop special milling tools only for 3-axis machining? The capabilities of these machines are continually increasing. Everyone is talking about 5-axis simultaneous milling or at least multi-sided machining with positionable axes. And they stress the advantages of circle-segment cutters over ball cutters.
And of course there are geometries in which multi-axis machining is the first choice. And the use of barrel cutters should always be considered for multi-axis machining.
But 3-axis machining is often significantly faster and produces higher-quality surfaces. Specifically: Only in rare cases is it expedient to equip your shop exclusively with multi-axis machines and then to hope that the entire production will be faster and better.
Especially since these machines are not exactly cheap.
Precisely. The key is to combine 3-axis and 5-axis machining in such a way that the machines and tools are always used optimally based on part size, material, the complexity of the geometry and the required surface quality. There is no "optimal" machine shop. Every case has to be assessed with a precise and individual cost/benefit analysis. For example, what’s the use of finishing a part with no undercuts on a 5-axis gantry milling machine with a solid carbide barrel mill while the 3-axis machine sits idle and a far more complex and larger part is waiting to be machined?
Now you've piqued our curiosity. What exactly are the advantages of the GP1LB?
It combines three tool geometries in one. In addition to the barrel geometry for sloped flanks, it also has a lenticular geometry with which sloped bottom surfaces can be machined very quickly as well as an intermediate geometry for boundary areas. This allows up to three slope ranges to be fully machined in three axes with no tool changes. Time savings of more than 40 percent are realistic, depending on the geometry of the parts involved.
But that must also place significant demands on the CAD/CAM software.
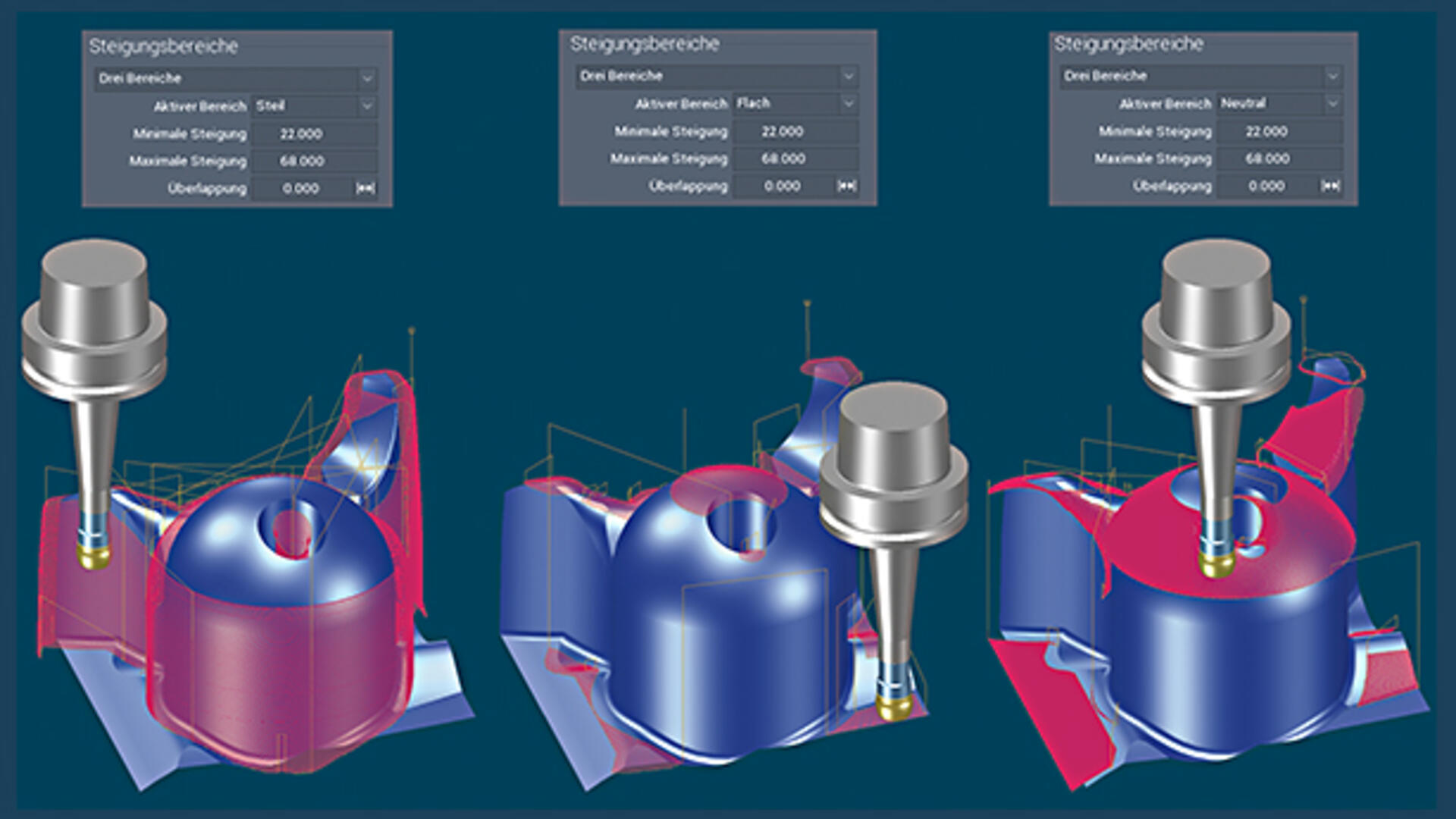
Of course the CAD/CAM software must also accommodate this with its strategies. The milling strategies in Tebis are a perfect fit with the various tool types from MOLDINO. This is also the case for the GP1LB. The big advantage is: With Tebis, it can be quickly and easily determined which areas of the part are best suited to machining with the lenticular geometry of the cutter, which with the barrel geometry, and which with the intermediate geometry.
Meaning?
Tebis subdivides the geometry with corresponding CAD functions into three slope ranges that can then be machined with different strategies and stepovers in a single pass.
The GP1LB has been in use in Japan since 2016. What is the reaction of the market there?
There's certainly a high level of interest. MOLDINO and Tebis presented the concept jointly at trade fairs such as JIMTOF. There have also been eight workshops throughout the country since 2016, some with up to 100 participants.
Many are probably not even aware of the potential for optimization provided by the tools and the CAD/CAM software.
Yes, we see this repeatedly. Unfortunately, people underestimate the significant effect of tools and CAD/CAM software on manufacturing. As soon as our workshop participants understand the enormous leverage tools and software have on overall manufacturing, they are eager to learn more. We use many practical examples to show which tools and which strategies are the fastest and most efficient for the specific application. MOLDINO has the right tools for every application in its portfolio.
And Tebis has the appropriate strategies.
Yes, that's correct. Another important point is that run times can be calculated very precisely in Tebis, still further improving machine utilization. In addition, all tools are stored in a virtual tool library that is accurate in every detail. On the one hand, this enables absolutely precise NC simulation in the CAD/CAM environment in combination with additional Tebis process libraries. On the other, it simplifies automated NC programming. Because the knowledge about which tool is best suited for which machining operation can be stored in templates in the system and is thus available to all employees at all times.
 Which tool yields the best milling results depends very heavily on the geometry of the part. The GP1LB is ideally suited for 3-axis machining of curved flank and bottom surfaces. Cusp height can also be further reduced with the GP1LB for improved surface quality.
Which tool yields the best milling results depends very heavily on the geometry of the part. The GP1LB is ideally suited for 3-axis machining of curved flank and bottom surfaces. Cusp height can also be further reduced with the GP1LB for improved surface quality.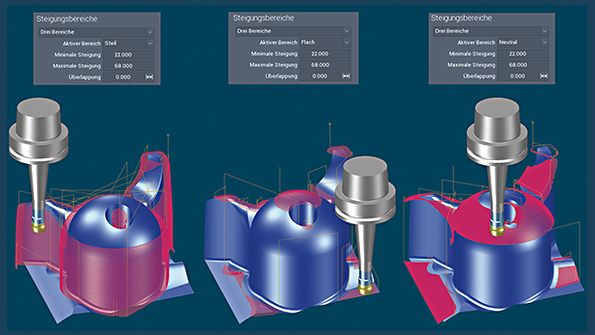 In Tebis, the part can be automatically subdivided in three slope areas by entering two angles – this is the optimal prerequisite for fast machining using the GP1LB. In this example, time savings of 38 percent were achieved compared to machining with a ball cutter. In both cases, the manufacturer's recommendations for cutting data were followed.
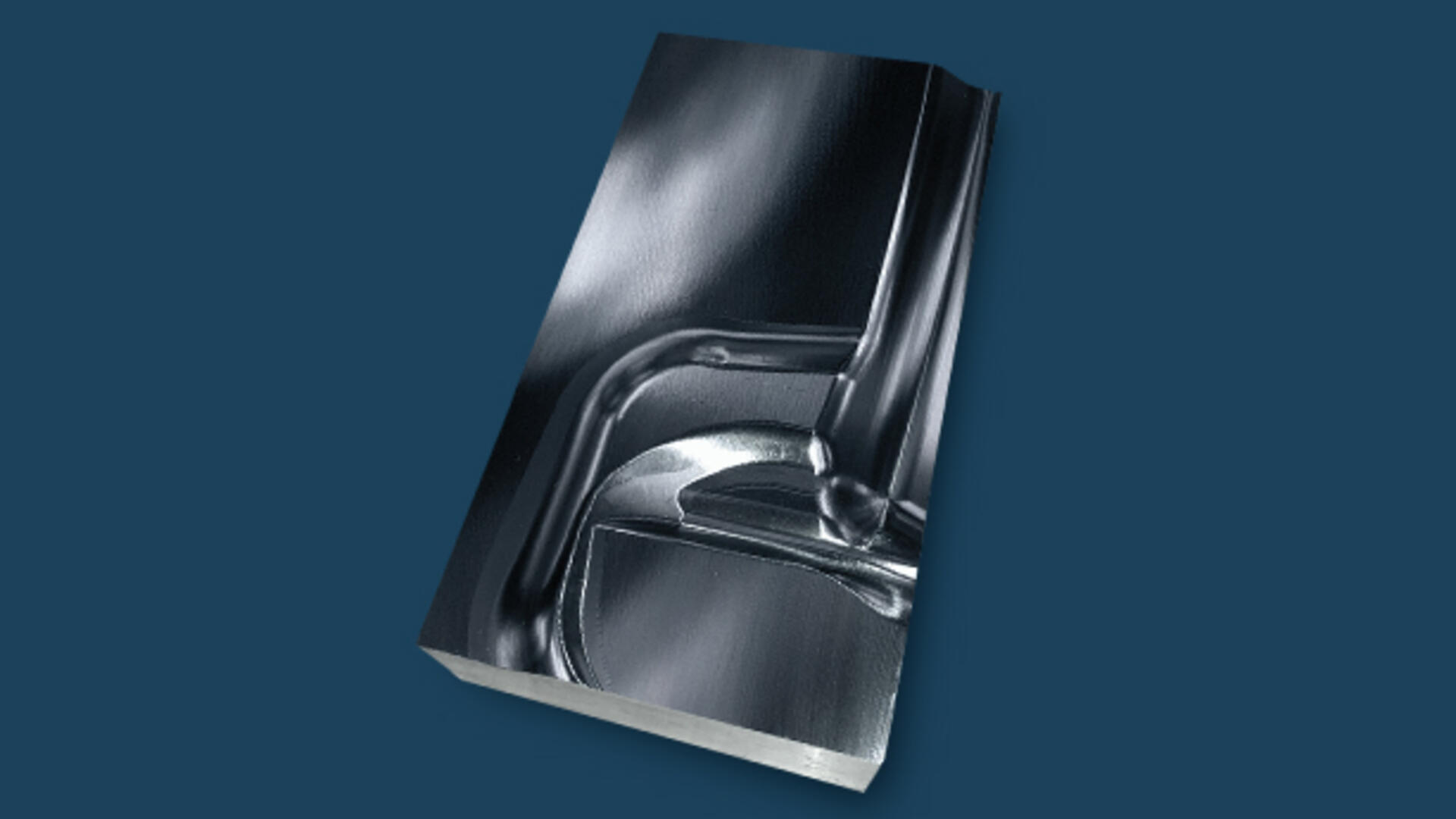
In Tebis, the part can be automatically subdivided in three slope areas by entering two angles – this is the optimal prerequisite for fast machining using the GP1LB. In this example, time savings of 38 percent were achieved compared to machining with a ball cutter. In both cases, the manufacturer's recommendations for cutting data were followed. Gallea tools yielded a 31 percent savings in machining time for this part.
Gallea tools yielded a 31 percent savings in machining time for this part. All tools in the Gallea series for high-efficiency pre-finishing and finishing.
All tools in the Gallea series for high-efficiency pre-finishing and finishing.