

-
Automating the mold insert process
Modern electrode manufacturing at Rausch Formenbau
Despite a lot size of just one, injection mold manufacturing still includes some tedious routine tasks – such as electrode manufacturing. At Rausch Formenbau, an automated process has liberated employees from this routine. The resulting 60% increase in efficiency in this area has freed the company’s staff to concentrate on the essentials: their expertise in plastics and mold manufacturing.
Company
Hermann Rausch Werkzeug- und Formenbau
Location
Hösbach, Germany
Focus
Automated electrode manufacturing
Benefits:
- Saving time with standardized processes
- Fast electrode design
- Round-the-clock electrode manufacturing
Sector
Mold manufacturing
Published
2009
Interviewee: Markus Rausch, Junior director and technical operations manager
We achieved a 60% increase in manufacturing efficiency using sinker EDM.
Markus Rausch, Junior director and technical operations manager, Hermann Rausch Werkzeug- und Formenbau Markus Rausch and his employees discuss the job plan for a mold insert.
Markus Rausch and his employees discuss the job plan for a mold insert.Hermann Rausch Werkzeug und Formenbau in Hösbach was founded in 1992 as a one-man operation. Today the company has more than 20 highly motivated and qualified employees. The company’s motto is "Expertise in plastics.” Its expertise ranges from consulting on part development and the design and manufacture of injection molds to contract manufacturing of milling, EDM and wire-eroding jobs. "We’re able to demonstrate a wide range of experience in mold manufacturing, from prototype molds in aluminum to serial injection molds with a maximum size of 1,200 mm,” explains Markus Rausch, junior director and technical operations manager for die manufacturing. Rausch Formenbau serves customers in many industries. Although this versatility avoids unilateral dependencies, mold manufacturing is a very competitive business. That’s why the company always strives to improve its processes. "We have to keep changing or we’ll be history,” says Rausch.
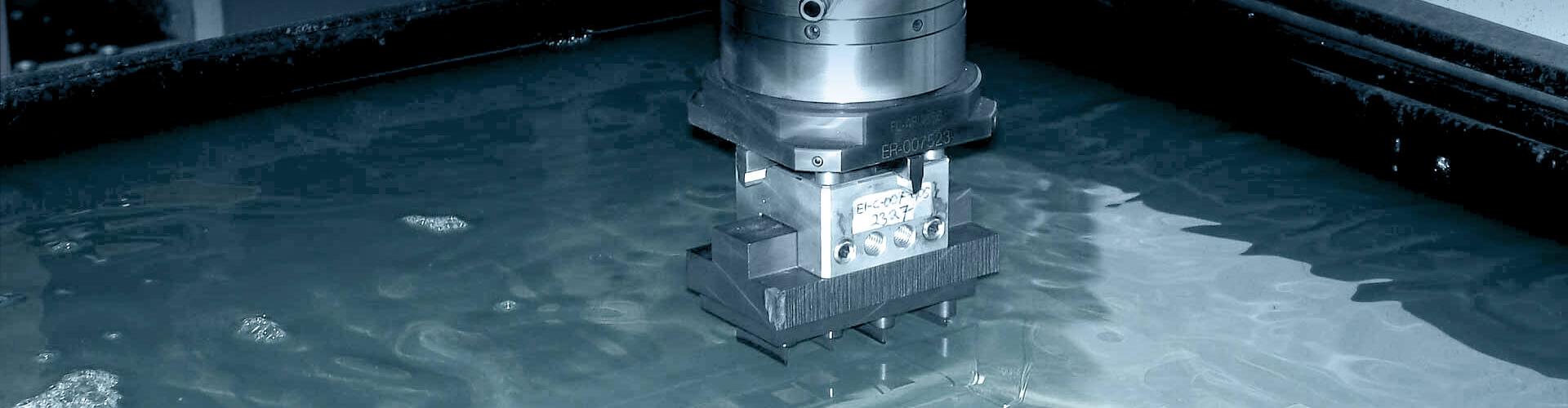
Bottleneck during EDM
 The standardized NC programming saves a significant amount of time and provides reliable results.
The standardized NC programming saves a significant amount of time and provides reliable results.Part of Rausch Formenbau’s focus on process improvement last year was to more closely examine its electrode manufacturing process. While the company had long been employing sinker EDM as a manufacturing method, it had been using this technology only when the geometry or required surface structure did not allow any alternatives. Because the existing eroding machine had only a small magazine with 16 positions, it could not run for a long period without operator intervention. As much as possible was therefore milled directly. However, the filigree roughing of narrow cavities was not a sufficiently reliable process. "If tool wear isn’t detected early, the tool will break. So those milling tasks can’t be processed without supervision,” explains Rausch, who also heads the CAD/CAM department. In contrast, the processing of small webs as electrodes in graphite is very reliable. And milling is very fast, making the time requirement for eroding tolerable. The company therefore decided to significantly improve its electrode manufacturing by implementing three measures:
- Increasing capacity with two new Genius 1200 and 700 EDM machines from Zimmer & Kreim.
- Networking the milling and eroding machines, enabling unsupervised 24-hour operation by implementing the Zimmer & Kreim Chameleon handling system for managing and storing 32 milling tools, 135 electrodes and 9 workpieces on pallets.
- Establishing an automated and reliable CAD/CAM process able to keep up with the high output of the sinker EDM machines. To do this, the existing Tebis installation was expanded.
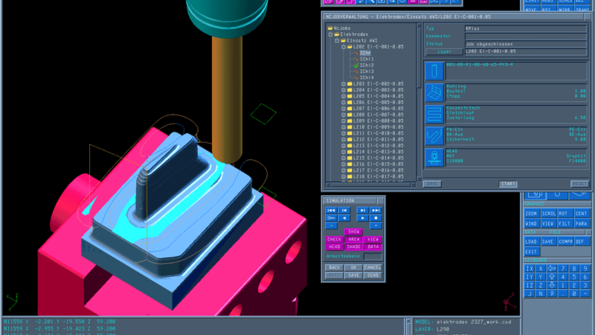
Automated electrode manufacturing
 Tebis electrode administration contains all of the information on the electrodes needed for a project, including for the eroding paths and toolpaths.
Tebis electrode administration contains all of the information on the electrodes needed for a project, including for the eroding paths and toolpaths.The electrode process with Tebis has the advantage of effectively and conveniently controlling all aspects of electrode manufacturing – from designing and milling the electrodes to EDM – in a single system. The process starts with easy-to-use functions for deriving the burn surfaces. The system then constructs the complete electrode, comprising the holder, blank, base, probe frame, shank and burn surfaces. This entire process is controlled by a wizard and so only requires a few mouse clicks. Tebis manages the electrodes as well as all of the required elements and data. This includes the holder, the blank and the toolpaths and eroding paths, the generation of which is explained in greater detail below. The system calculates the eroding paths, along with the complete electrode, directly on the geometry to be generated. The results can be used repeatedly for manufacturing uniform cavities. Rausch Formenbau uses Tebis NCJob technology to calculate toolpaths for milling electrodes, creating an ultra-efficient and highly standardized process. The filigree electrode is milled from the graphite block with defined tool and strategy sequences. Then the NCJob templates need only be "fed” the current geometry and Tebis quickly calculates the toolpaths.
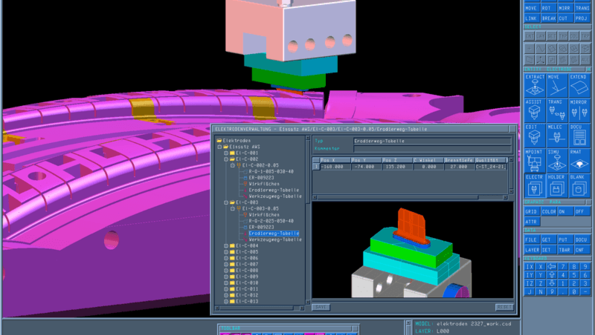
Connection between CAD/CAM and automation
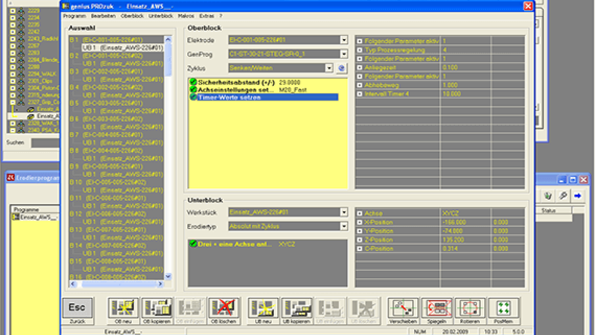 The handling system software reads order and technical data from the Tebis XML data.
The handling system software reads order and technical data from the Tebis XML data.As soon as all data and manufacturing steps are defined for the electrodes for a given part, they can be transferred to the control system. XML files are used as the transfer medium, as Tebis generates these by default for every electrode project. These data are imported into the software of the handling system and entered in the job list for the manufacturing cell. Machining can start as soon as the magazine is loaded with the required blanks. The holder with the part is positioned in the milling machine and the calculated NC programs are called up. Once the electrode has been milled, it is returned to the magazine until required by the EDM machine. Tebis provides not only the approach coordinates and direction but also all other data on the electrode and the eroding process (quality, material, arc gap, machining type, burn depth, etc.). The required commands for the eroding machines can be generated from these data. Once the XML data are imported and the magazine is loaded, no further operator intervention is required until the part is completely eroded.
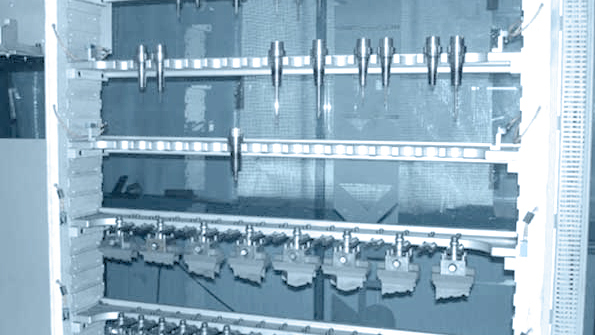 A section of the handling system’s magazine, with tools and electrodes.
A section of the handling system’s magazine, with tools and electrodes.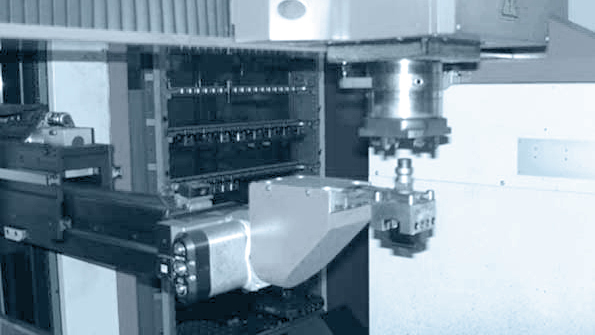 The handling system’s gripper automatically places a new electrode in the eroding machine.
The handling system’s gripper automatically places a new electrode in the eroding machine.Obvious advantages of the modern process
Automation provides many benefits to Rausch Formenbau. The manufacturing cell for the electrodes runs continuously, although work only occurs in two shifts. All information is transferred electronically, ensuring a very stable process. Previously, even small cavities were first roughed with the cutter before eroding. Now, however, there are situations in which roughing is performed with electrodes and the last chip is removed by milling. "We achieved a 60% increase in manufacturing efficiency using EDM,” Rausch confirms. Rausch Formenbau now considers itself well prepared for modern times.







