


Tebis 4.1 Release 5
Snabbt, bekvämt och högst automatiserat
Snabbare processer, enklare drift, ökad automatisering, större flexibilitet, hög kvalitet, förbättrad mallteknologi – Tebis 4.1 Release 5 erbjuder många nya och förbättrade funktioner samt optimerade arbetsflöden som hjälper dig att snabbare nå dina mål i din dagliga arbetsvardag. Tebis CAD, Tebis CAM och verklig tillverkning närmar sig ännu mer varandra.
Översikt över fördelar:
- Betydligt kortare CAM-programmeringstid
- Bättre resultat uppnås snabbare
- CAM-programmerare kan svara snabbare på förändringar
- CAM-programmering och tillverkning är säkrare
- Ny personal kan utbildas snabbare
Visa webinar (tyska) och / eller Boka uppdateringsutbildning
CAD – 3D-design
Skapa enkelt text med förbättrad användarvägledning
Den nya funktionen "Skapa text som kurva" kan nu användas för att snabbt och enkelt placera text på friformskurvor eller cirkelbågar. Texten kan formateras på valfritt sätt och kan också snabbt ändras senare.
Enkelt byta objekt
Parametriska objekt som axelsystem och geometriska objekt som används av andra objekt kan nu snabbt och enkelt bytas ut mot andra objekt i en funktion. Specifika objekt eller grupper av objekt kan väljas.
Ursprungligt objekt.

Alla beroende objekt har bytts ut.

Endast den inre konturen byttes ut.

CAD - Elektrodkonstruktion
Ny projektöversikt: All information på ett ögonblick
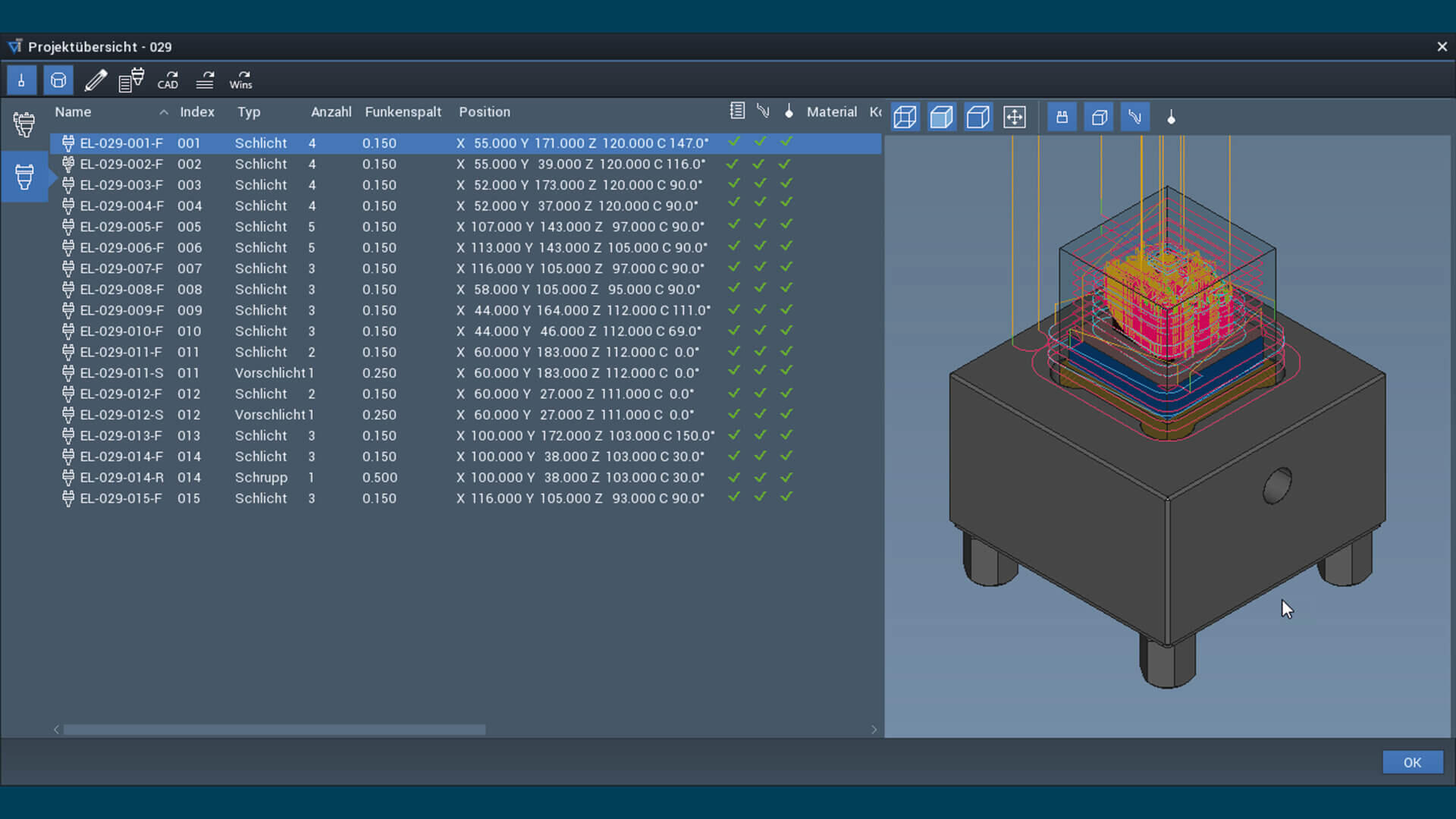
All relevant information om alla elektroder kan nu visas i den optimerade projektöversikten: Du kan se om de nödvändiga fräsprogrammen och mät- och eroderingsvägarna har genererats helt, du kan kontrollera om NC-dokumentationen är fullständigt utskriven och du kan visa och dölja enskilda element som elektrodkomponenter och mätbanor i vyfönstret - för en förbättrad översikt.
CAM - Datahantering
Skapa jämna centrumkurvor snabbt och enkelt
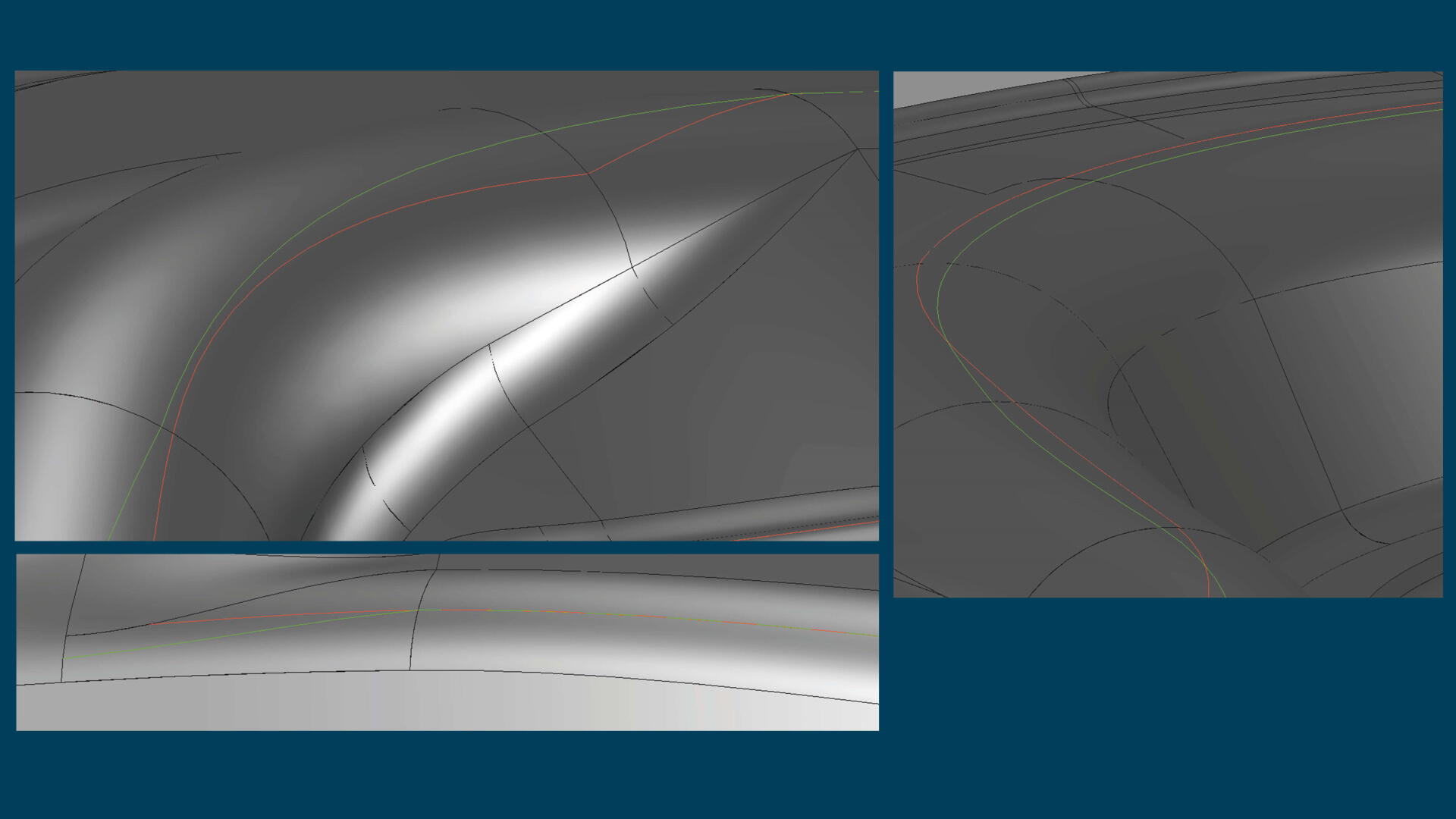
Funktionen "Färga radier och skapa centrumkurvor" har genomgått en fullständig översyn. Högkvalitativa tangentiella centrumkurvor som behövs för uppgifter som förberedelse för laserhärdning kan nu genereras mycket bekvämt och snabbt. Manuellt förberedande arbete minskas avsevärt. Det optimala slutet på kurvan kan också väljas direkt i skarpa radieavslut.
CAM – Borrning
Ny svarvborrningsfunktion
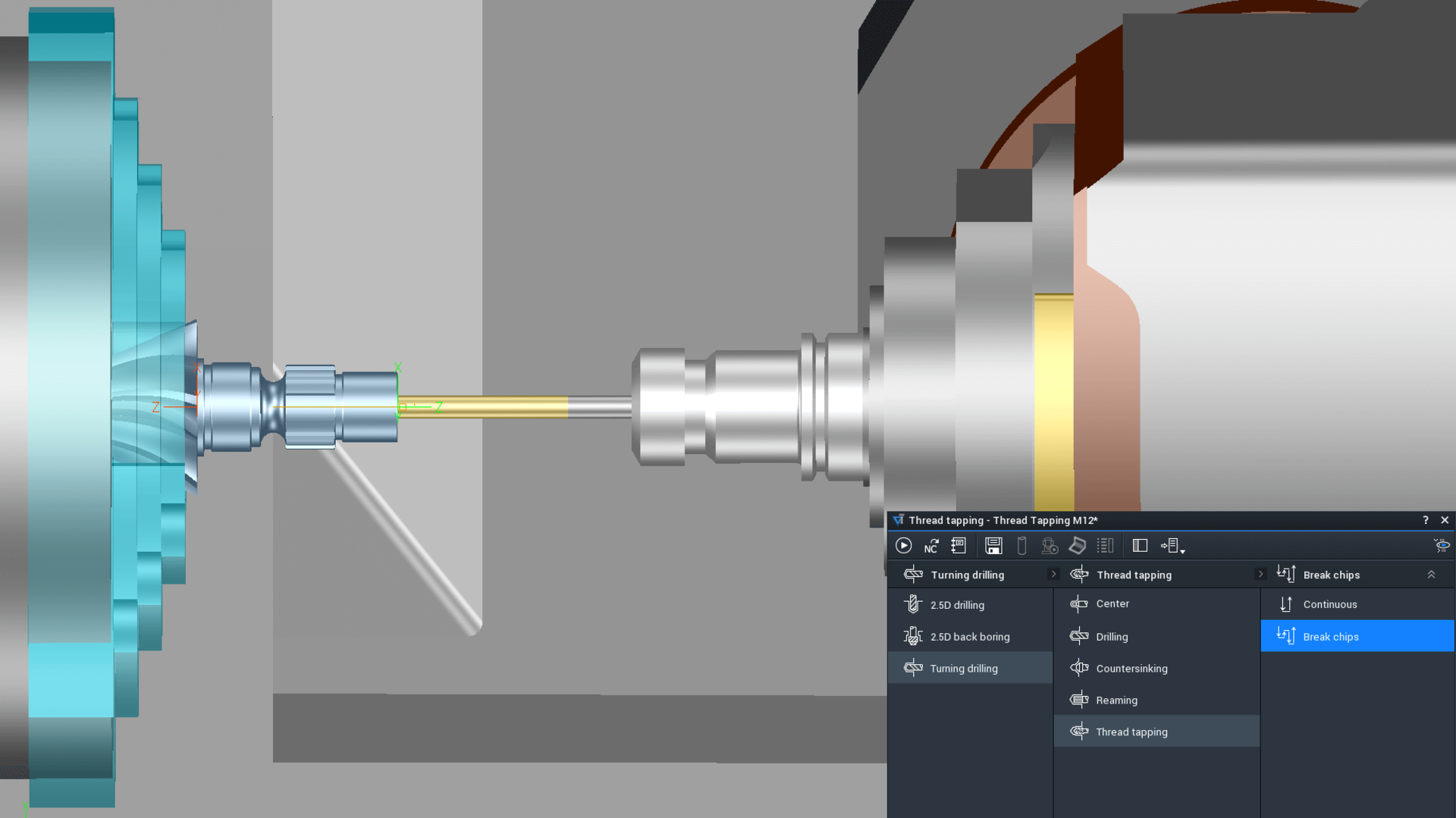
En stor fördel för företag inom produktionsbearbetning: Verktygsbanor för centrering, försänkning, brotschning och gängning kan nu också programmeras med en särskild svarvborrningsfunktion. Specifika NC-cykler redovisas inte i NC-utmatningen.
CAM – Fräsning
Högst automatiserad och målinriktad bearbetning av restmaterialområden
Den nya funktionen "Bearbetning av restmaterial kombinerat" identifierar specifikt restmaterialområden i radier, hörnövergångar och kaviteter och delar automatiskt upp dessa områden. De fräsområden som ska bearbetas i det efterföljande NCJobbet överförs automatiskt. De enskilda områdena sorteras optimalt och de optimala anslutningsvägarna genereras - allt helt automatiskt. Du uppnår toppresultat utan att behöva ingripa interaktivt en enda gång.
Säker simultan 5-axlig grovbearbetning
Högkvalitativa simultan 5-axliga verktygsbanor för grovbearbetning med fullradiefräsar kan nu snabbt och enkelt programmeras: Du kan skapa ett 3-axligt grovbearbetningsprogram och sedan konvertera det till 5-axlig simultanbearbetning i läget "Simultan undvikning" - de optimala tiltriktningarna bestäms automatiskt. Verktygsbanorna kollisionskontrolleras fullständigt och det aktuella ämnet beaktas helt och hållet.
Detta alternativ är särskilt lämpligt för tillverkning av djupa hålrum med kortast möjliga verktyg i mjuka material: till exempel för elektrodbearbetning.
Du kan interaktivt justera lutningsriktningen efter behov: till exempel genom att placera ut vektorer.
Utnyttja maskinens potential fullt ut vid adaptiv restgrovbearbetning
Optimerade anslutningar genereras nu även vid restgrovbearbetning uppåt. Anslutningsmatningen kan definieras baserat på maskinen i strategin - frigångslyften minskar och rörelserna är betydligt mer konsekventa. Detta resulterar i kortare bearbetningstider. Högsta möjliga maskinmatningshastighet utnyttjas fullt ut: Beroende på geometrin möjliggör detta maximala hastigheter som i snabba matningsrörelser även vid bearbetningsmatning.
Snabb 2.5D-bearbetning med olika arbetsmån
Olika arbetsmån kan nu tilldelas mycket bekvämt i ett NC-jobb i 2.5D-bearbetningen.
Till exempel kan läget "Ignorera dolda ytor" användas för att tilldela en större arbetsmån för intilliggande skyddade ytor än för de plana och konturytor som ska bearbetas - utan någon effekt på bangenereringen. Verktygskontrollen utförs med arbetsmåntillägget för bearbetningsytorna. Däremot ignoreras arbetsmåntillägget för de intilliggande skyddade ytorna. Maximal säkerhet är garanterad: Arbetsmåntillägget för de skyddade ytorna beaktas vid beräkningen av anslutningsbanorna.
Programmering med olika arbetsmåntillägg är också extremt enkelt: Välj bara den kompletta detaljen - systemet tar hand om resten.
Detta förfarande rekommenderas särskilt för bearbetning av stora smidesdetaljer vid verktygstillverkning i kombination med automatiserad feature-bearbetning.
CAM – Automatisering
Ändra features bekvämt och flexibelt
Funktionerna "Skapa featuregrupp" och "Klipp ut borrfeatures" har reviderats helt. Eftersom funktionsgrupperna och funktionsskärningarna nu är parametriska är det nu mycket flexibelt att arbeta med features: Du kan ta bort enskilda features från gruppen eller lägga till fler features i gruppen. En särskild höjdpunkt: Du kan ändra bearbetningssekvensen för grupperade eller kapade features med en knapptryckning - utan att behöva bryta upp gruppen eller kapningen. Programmeringstiden blir betydligt kortare.
Ändra NCJob snabbt och enkelt utan omräkning
Komponentytor, skyddade ytor samt verktyg och maskiner kan nu snabbt och enkelt bytas ut även efter NC-beräkning - och alla verktygsbanor bibehålls. Programmeringstiden blir betydligt kortare. Du behåller fortfarande full kontroll: För kritiska geometriska förändringar kan du t.ex. definiera om de ursprungliga och modifierade elementen ska jämföras för exakt geometrisk ekvivalens eller med hänsyn till en angiven tolerans. Du kan själv bestämma om NCJobbet ska återställas baserat på resultaten.
Maskinförändringar är också möjliga utan omräkning mellan teknologigrupper eller med aktiverat skydd mot maskinhuvudkollisioner.
Förbättrad geometrianalys vid automatiserad bearbetning med friformsfeatures

I Tebis kan hela detaljen analyseras med avseende på dess geometriska egenskaper: Geometriska element som kan tillverkas med standardiserade tillverkningssekvenser (NCSets) länkas automatiskt till lämpliga features.
Denna geometrianalys har nu utökats : En gräns för den minsta invändiga radien kan nu också lagras i NCSet för friformsdetaljer: Den nominella diametern tilldelas specifikt för respektive verktyg. Den avgörande fördelen: Geometriområden som inte kan fräsas eftersom hörnradierna är för små och istället bör exempelvis gnistas, är redan uteslutna vid identifiering av features.
Dessutom kan denna gräns också användas för att snabbt söka efter verktyg baserat på variabla verktygsbeskrivningar. Endast verktyg som passar geometrin exakt väljs ut. Detta sparar mycket tid - eftersom manuella ingrepp inte längre är nödvändiga för att välja verktyg.
CAM – Svarvning
Represent tool references on a 1:1 basis in the tool library.
Möjligheterna att välja standardreferenser för svarvverktyg har utökats avsevärt. Den digitala och den verkliga världen närmar sig varandra: Alla referenser och referenssektorer som kan väljas i styrningen finns också representerade i det digitala verktygsbiblioteket. Varje referens kan lagras som en standardreferens för motsvarande bearbetningsverktyg.
För CAM-programmerare innebär detta större flexibilitet och förenklad hantering: Standardreferensen appliceras automatiskt på NCJobbet. Men referensen kan också justeras efter behov i NCJob. För specialverktyg som knappverktyg kan sektorn även anges oberoende av skärgeometrin.
Ytterligare en stor fördel: Verktygsreferensen kan nu även representeras i läget "Mätposition" - dvs på samma sätt som verktygen representeras i maskinens styrsystem. Styrsystemet beräknar automatiskt den resulterande verktygsreferensen för vinklad bearbetning.
Även verktygsinställaren drar stor nytta av dessa tillägg: Eftersom all nödvändig information finns lagrad i NC-dokumentationen och i CAD/CAM-programvaran, kan de omedelbart se hur verktyget ska ställas in i nollposition.
Grovbearbeta enkelt och definiera områden effektivt
Den nya strategin "Försvarvning av komponent" kan nu användas för att snabbt och enkelt generera verktygsbanor för de första längs- och planingsskären. Allt du behöver göra är att specificera detaljen: Startpunkten bestäms automatiskt på lämplig sida av ämnet för att ta hänsyn till verktygets orientering.
Vid grovbearbetning av konturer kan du också definiera de områden som ska bearbetas för optimala förflyttningar och nu mycket bekvämt uppnå mer exakta resultat : Nu kan gränserna också skapas parallellt med huvudaxlarna med bara några få knapptryckningar. De motsvarande specifikationerna kan integreras i NCJob-mallen för automatiserad CAM-programmering.
CAM – Jobbplanering
Set up components automatically
Arbetsstycket och fastspänningsanordningarna kan positioneras säkert och automatiskt på maskinbordet med hjälp av förkonfigurerade anslutningspunkter - vid fastspänning av elektroder fungerar detta till och med helt automatiskt och tar hänsyn till hållaren. Detta minskar programmeringsarbetet avsevärt. Enskilda element kan snabbt och enkelt bytas ut vid senare tillfälle.